
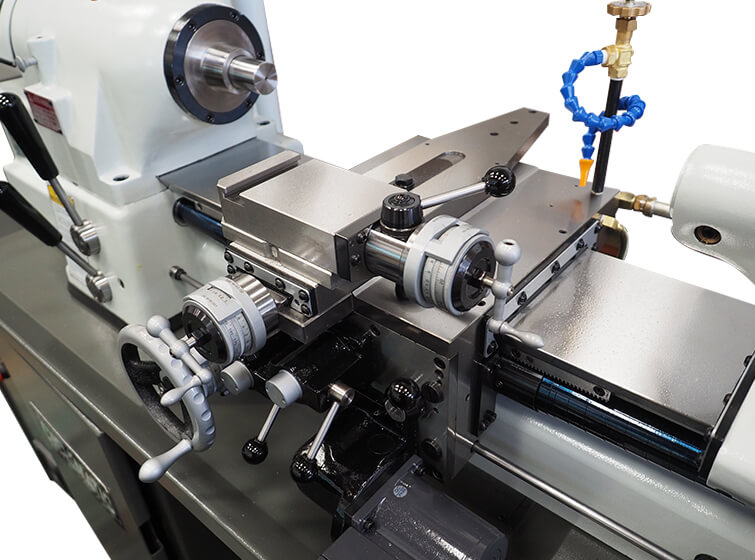

- 280mm (11") 工件迴轉直徑
- 457mm (18") 主軸面至尾座
- 快速切換公/英制車 牙齒輪箱
- 無段變速主軸轉速50-4000 RPM
- 熱處理,硬化處理研磨床身
- 主軸使用高精密斜角滾珠軸承並預壓以達到低背隙量
- 可快速上下工件的5C筒夾和拉桿
- 無段變速自動進刀系統(可獨立控制速度)
- 快速切換車牙齒輪箱可使工件更加精準,快速完成
- 機台本身內附車牙長度控制裝置,可精準控制牙長
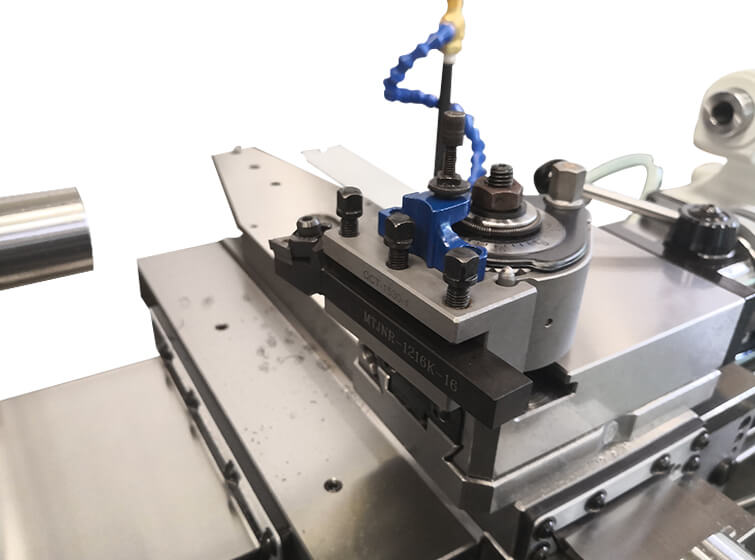
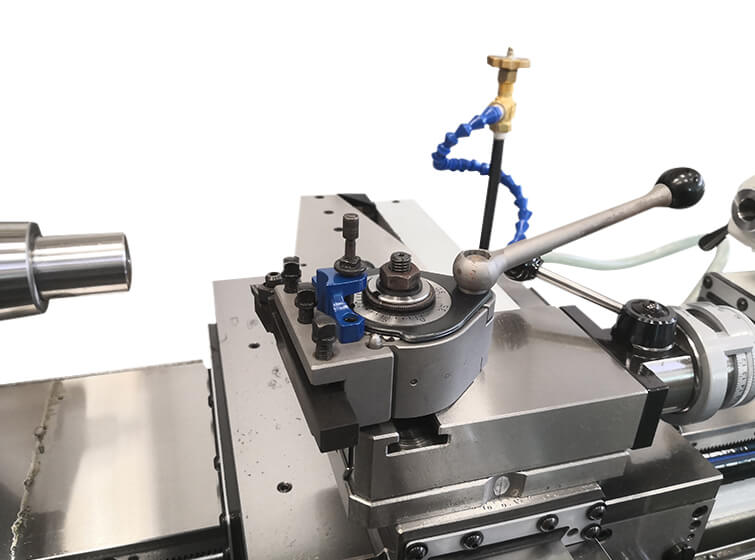
- 機台本身內附複式刀座可快速前後移動以達到快速、簡易車牙的目的
以下主軸工具,刀座或其他選配零件將可裝載在韻光高速高精度桌上型車床














操作介面
電子式無段變速顯示系統,可直接顯式主軸轉速。主軸轉速為50~4000RPM,在主軸轉動時控制箱會顯示目前的轉速和馬達負載量。

| 機械型號 | CTL-618EVS | |
|---|---|---|
| 主軸性能 | 三爪四爪夾頭 | 150 mm (6") |
| 脹開式彈簧套爪 | 76 mm (3") | |
| 圓形5C套筒夾頭 | 27 mm (1-1/16") | |
| 六邊形5C套筒夾頭 | 22 mm (7/8") | |
| 正方形5C套筒夾頭 | 19 mm (3/4") | |
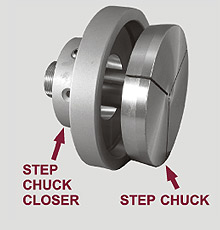
| 階梯彈簧夾頭 | 27 ~ 152mm (1-1/16-6") | |
| 主軸鼻端直徑 | Ø55.5 mm (Ø2.189") | |
| 主軸鼻端 I.D/O.D | 5C (10°) / 4° Tapern | |
| 主軸轉速(變頻式) | 50-4,000 rpm (5C) / 50-3,000 rpm ( with 6" 3-jaw chuck) | |
| 變頻主軸馬達 | 3 HP | |
| 主軸孔徑 | 31.75mm (1-1/4") | |
| 棒料直徑(5C套筒夾頭) | Ø27 mm (Ø1-1/16") | |
| 兩頂心間距離 | 457 mm (18") | |
| 床台上旋徑 | 280 mm (11") | |
| 車架滑座上旋徑 | 230 mm (9") | |
| 橫滑座上旋徑 | 152 mm (6") | |
| 車架滑座進給範圍 | 8~178 mm (5/16" ~ 7") | |
| 橫滑座機動進給範圍 | 5~102 mm (3/16" ~ 4") | |
| 橫滑座行程 | 152 mm (6") | |
| 快速滑動行程 | 2.5 mm (0.1") | |
| 複式刀座滑動行程 | 76 mm (3") | |
| 尾座主軸直徑 | Ø34.5 mm (1.358") | |
| 尾座主軸斜度 | MT. #2 | |
| 尾座主軸行程 | 95 mm (3-3/4") | |
| 冷卻泵 | 1/8HP, 220V, 3PH | |
| 進給馬達 | 1/2 HP | |
| 齒輪車牙範圍 | 0.275~2.7 mm (11~108 TPI) | |
| 主軸馬達 | 3 HP, 220V, 3PH | |
| 變頻馬達 | 110V, 70W | |
| 淨/毛重 | 1,804/2,024 lb. (820/920 kg.) | |
| 包裝尺寸 | 1,910 x 850 x 1,860 mm (75" x 33" x 73") | |
| 所有尺寸本公司有權在沒通知情況下任意更改 | ||
目錄:
本手冊功用
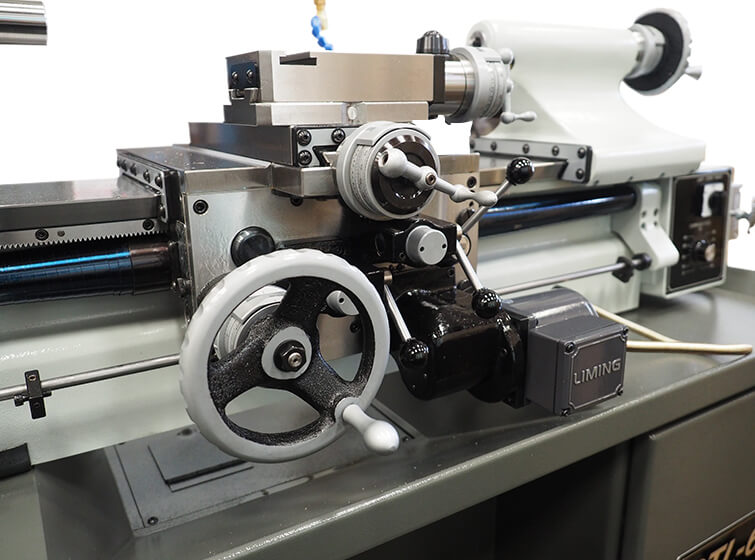
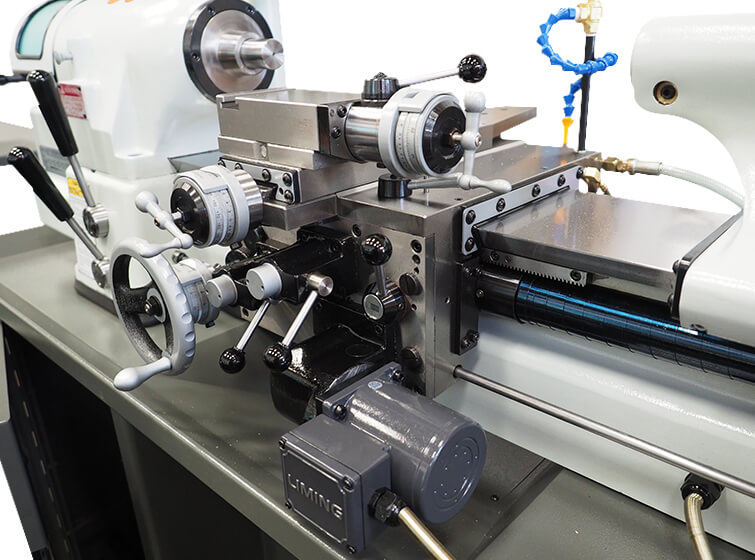
本廠型號CTL-618EVS機械為精密車床,本廠制作此類型機械已有20餘年的經驗,此機械完全以人性化、使用者需求與考量下去設計研發,而且此型機械容易使用及安全性高,尤其對機械品質及機械精度要求十分嚴謹。
本手冊為韻光機械型號CTL-618EVS使用手冊,CTL-618EVS為高度高精度精密車床,此手冊用於基本機械定位、使用及維修。
如有任何使用上或維修上的問題請與本廠聯絡,本廠將為您提供最完善的服務。
水平校正正確步驟
-00-01.jpg)
- 請將水平調整螺絲C(圖B)鎖入(圖A)之機械6個螺絲孔內。
- 將A(圖B)放入孔內並依照機台高度調整團挺螺絲B的位置。
- 請確定6個螺絲墊均與地面平均接觸。
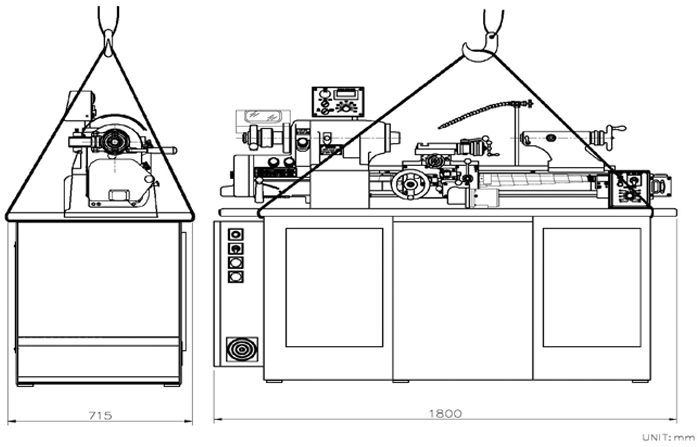
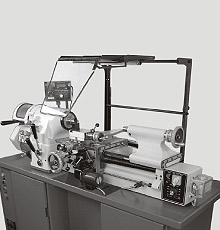
圖 1 – 機械整體
本機械總重量為1100kgs(2420lbs),如將使用固定式起重機(天車)將本機械吊起,可利用機台之平面板金(如圖1)由於本機械重達1100kgs,請確定吊具其負重總量是否高於1500kgs,以免發生危險。
A.) 機械檢查及清潔
在本機械到達拆箱後,請仔細檢查本機械有鑑於路途遙遠,運送及裝船過程難免發生碰撞,所以在拆箱後請仔細檢查本機械是否有任何碰撞、損傷之部位或者有任何零件遺失。
本廠機械在出廠前都會經過防鏽處理,所以在拆箱後請將本機械仔細擦拭乾淨,在擦拭乾淨前請勿移動本機械,如車架滑座、尾座、橫滑座.....等。建議使用去漬油擦拭本機台。
※注意:請勿使用空氣壓縮機清潔本機台以免減少本機械壽命。
B.) 底座、安裝及調平
平穩的底座和適當的安裝將帶來機器長久的高精密度,所以供應有一定厚度的固定底座是很重要的。一般而言,300mm的厚度是足夠的。機台下方角落有六個用來調平機台的可調整腳座。用板手調整螺絲的鬆緊讓六個腳座能穩固之後再將所有螺絲轉緊。
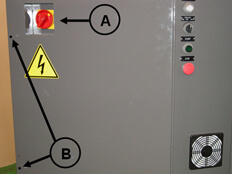
C.) 電線及電源連結
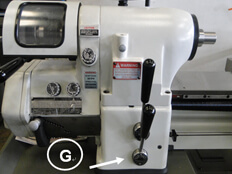
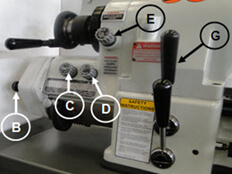
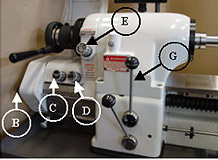
請先檢查本機械使用電壓,將電器箱電源開關(圖2之A)轉至OFF位置,鬆開電器箱螺絲(圖2之B)將電器箱門打開後,把電源線按照RST接上再將接地線接至另一端(圖3之G) 。
請將主軸固定栓拉出(圖4之E),再將主軸起動把手推至STAR位置,此時主軸轉動時應該呈正轉(當人站在尾座往主軸方向看時主軸往順時鐘方向轉動為正轉),如果主軸並沒有正轉時,請將RST 3條電源線隨便2條線位置交換,將可使主軸正轉。(檢查切削液馬達轉向是否正確)



※注意:在錯誤指示下的轉動機台將會造成主軸轉速的改變
D.) 潤滑
正確的潤滑動作及潤滑油品可使機器增加使用壽命,所以使用高品質潤滑油將是必要的,請經常檢查潤滑油量。
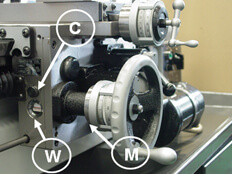
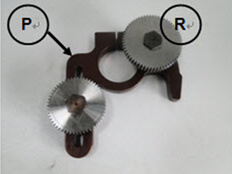
1. 車架滑座潤滑油車架滑座潤滑油請使用30#或20#之潤滑油品,打開潤滑器上方蓋子將油添加至紅線為止,將潤滑器手把向後拉使其潤滑車架滑座(圖6之R)。

補充油-打開潤滑油箱蓋(圖8之C)加入剎車油至紅線為止(圖6-W)。
更換油-將自動進給齒輪箱下方之內六角螺絲鬆開(圖8-M)將油放光後再將螺絲鎖緊。
P.S使用一般剎車油即可。如汽車用。
機頭主軸由高精密的滾珠軸承組裝好。滾珠軸承被塗抹一層潤滑油後,可以使用永久,之後不需再上潤滑劑。
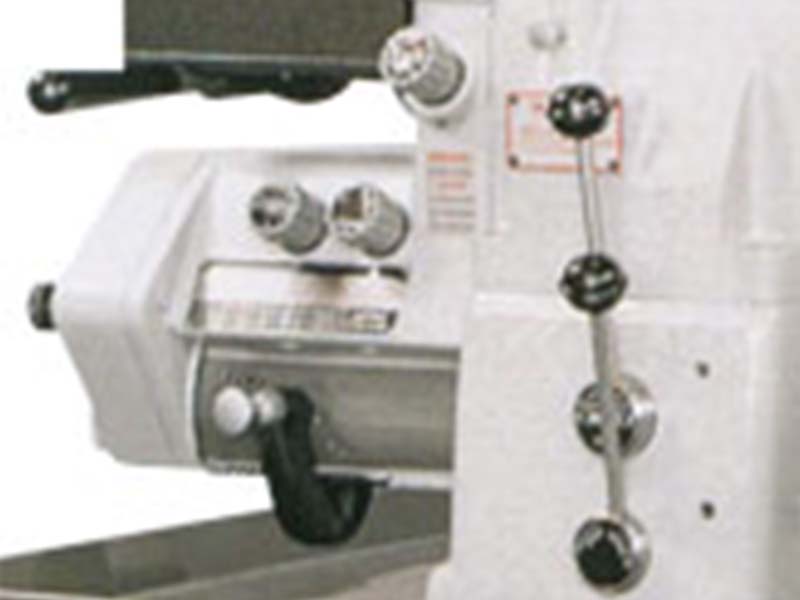
E.) 主軸啟動控制桿
啟動本機器及變更主軸速度步驟如下:① 將機械啟動開關按下(圖9之D) ② 將主軸正/逆轉開關(圖11-C)切至正轉或逆轉 ③ 將主軸啟動開關板至Start位置圖10之G) ④ 使用主軸速度旋鈕(圖11之I)去控制主軸速度,往順時針方向轉為增加主軸速度,往逆時針方向轉則為減慢主軸速度。
當使用筒夾時,主軸最高轉速可達4000RPM;當使用夾頭時,最高主軸轉速為3000RPM。
更改指令前,請先停止轉動中的主軸,將扭轉器轉至右方的collet則可啟用筒夾指令;扭轉至左方的chuck則為夾頭的指令。
※注意:主軸轉動時,請勿更改指令,否則指令無法更改也可能造成機台劇烈震動



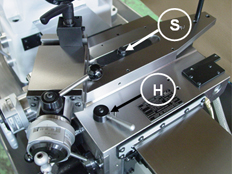
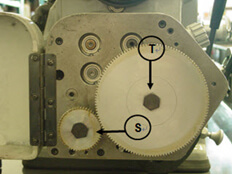
F.) 快速轉換齒輪箱
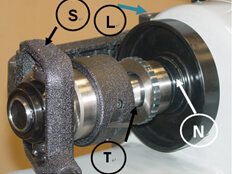
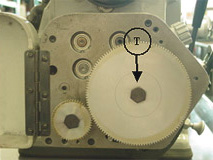
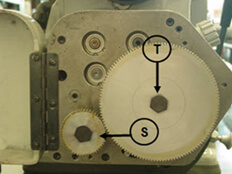
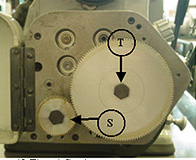
快速變換齒輪箱請見圖片12&14, T把手為自動進給或車牙的變換,換左邊是車牙而右邊為進給。牙的間距表在圖13-C。拉出手桿A去變換,左右移動到正確的位置之後改變選擇器S(圖13)到1、2或3直到想要的車牙位置(圖13)。一般車牙及螺旋車牙都可以直接在齒輪箱外面的把手做變換,牙的螺紋可以切至一英吋有250牙。

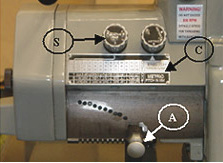

注意: 不要在主軸轉動時扭轉T (圖14)
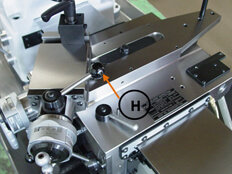
G.) 車牙長度控制
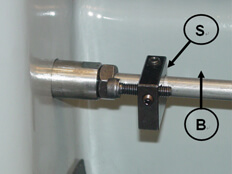
由於車牙時需控制車牙長度,以下為車牙長度控制之步驟,先將車牙半螺帽桿往下按與螺桿咬合,由於車牙前進反回桿(圖15之D)與車牙長度控制桿(圖16之B)相互連結,所以把車牙擋塊上方內六角螺絲鎖緊後,當開始車牙車架滑座便會往前或往後行走,碰到車牙擋塊後便前將車牙前進/返回桿(圖15之D)推至中間使車牙動作停止,而(圖16之S)為車牙長度微調螺絲,可以微調長度。

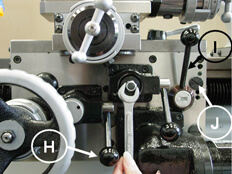
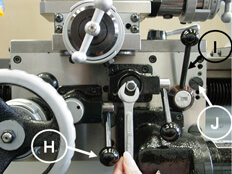
H.) 主軸煞車系統
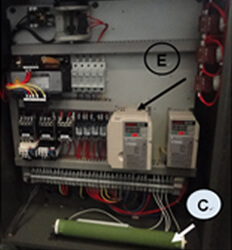
(圖17之E)為主軸變頻器,而剎車靠剎車電阻(圖17之C)剎車,變頻器可調整剎車長短時間。
I.) 主軸皮帶調整
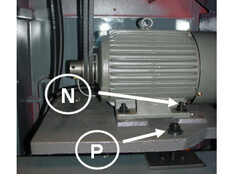
如果想要調整主軸皮帶步驟如下:① 先將主軸速度調整至大約1000轉後啟動主軸,再去確認皮帶是否激烈晃動或皮帶太緊,而皮帶鬆緊度大約保持在手指按壓後距離1"。 ② 將馬達盤固定螺帽(圖19之N)鬆掉。 ③ 調整馬達固定螺絲(圖19之P)。順時鐘為使皮帶變緊,逆時鐘為鬆。
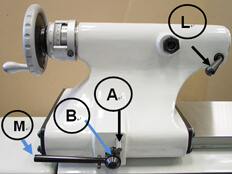
J.) 5C筒夾拉桿
主軸旋轉時,如果5C筒夾拉桿卸除之方式(圖20)內並無5C筒夾將會損害5C筒夾拉桿使用壽命,所以當使用3爪/4爪夾頭,3爪/4爪夾頭背板及其它夾頭時,需將5C筒夾拉桿拆下,而拆除5C筒夾拉桿步驟如下:① 先將5C筒夾拉桿固定插梢(圖20之L)取出。 ② 再將5C筒夾接桿向後拉出,取出5C筒夾拉桿後請勿將筒夾鬆緊固定器(圖20之N)取出或者鬆開5C筒夾固定螺帽(圖20之S),由於本廠出機前都已做好調整,如果鬆開5C筒夾固定螺帽將會倒至5C筒夾運轉時發出異音或震動。
K.) 5C筒夾拉桿裝上之方式
在裝上5C筒夾拉桿前,請先將主軸頭內孔及5C筒夾拉桿清理乾淨,由於筒夾拉桿固定器(圖20之N)有固定插梢所以裝上5C筒夾拉桿前請先確定筒夾拉桿固定器是否在固定位置,裝上5C筒夾拉桿後再將筒夾拉桿固定梢(圖20之L)插上。
L.) 5C筒夾拉桿使用方式
- 首先在使用任何5C筒夾或階梯式筒夾前請先清理乾淨。
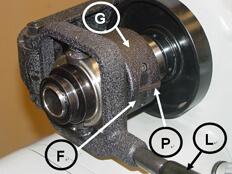
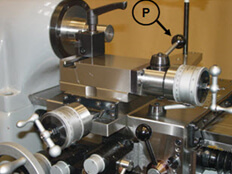
- 將主軸固定插梢(圖21-E)插入,由於主軸普立盤有6個固定方位,所以請用手緩慢轉動再將主軸固定插梢插入,以確定有正確固定住。
- 將筒夾鬆緊固定器之固定梢(圖22-P)向後按至(圖22-F)處。
- 將5C筒夾或階梯式筒夾裝入前方主軸孔內,由於5C筒夾或階梯式筒夾都有洗一個溝溝,而主軸孔內有一個固定梢,所以插入前確定是否有對到位置,裝入後將5C筒夾鬆緊器(圖22-G)向正轉方向旋轉便會慢慢將5C筒夾或階梯式筒夾鎖入。
- 將工件放入筒夾內。
- 將5C筒夾鬆緊手把(圖22-L)向左推後將5C筒夾鬆緊器(圖22-G)往正轉方向旋緊。
- 再將5C筒夾鬆緊手把向右推,然後再將5C筒夾鬆緊器往正轉方向旋緊幾格,再將鬆緊手把向左推去確定工件是否夾緊,確定夾緊後再將筒夾鬆緊固定梢(圖22-P)向下按入確定與筒夾拉桿固定器(圖22-G)固定住。

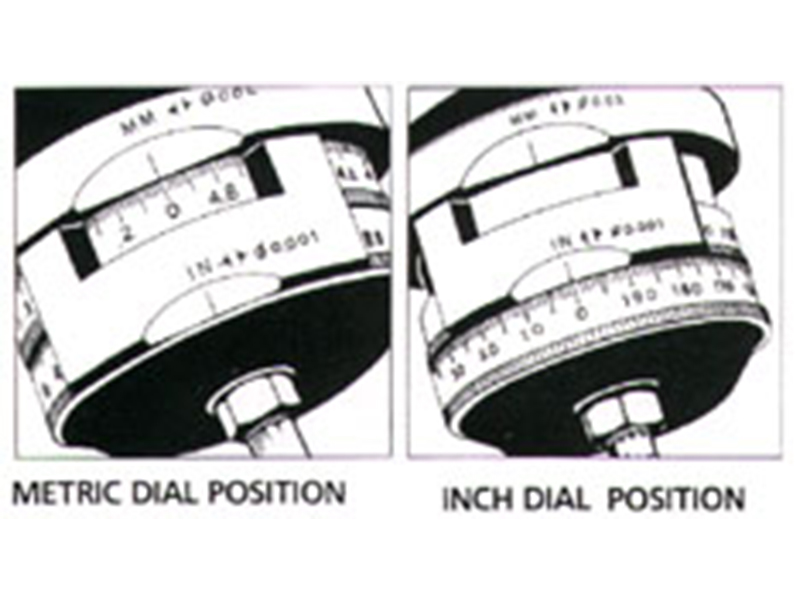
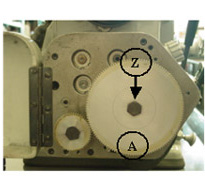
M.) 車架滑座手輪刻度環
本機械手輪刻度環(圖23-W)有2種刻度,分別是公制(MM)及英制(INCH),而Z軸刻度環其公制每一小格為0.2MM、英制為0.01",X軸刻度公制每一小格為0.22MM、英制為0.001"。

O.) 車架滑座離合器
- 本機械之車架滑座自動進刀功能其進刀及剎車功能都靠本身之離合器組合工件,進刀時為離合器相互結合,而殺車時為離合器放鬆空跑。
- 當自動進刀功能不會進刀時,可能是離合器距離太近所以請拿起一只開口板手如(圖25),再往順時鐘方向旋緊一點,然後再去試試自動進刀功能是否正常,在使用自動進刀功能時請勿將車牙螺帽桿(圖25之I)向下壓,或者牙時請勿使用自動進刀功能,如一起使用將會損害機械。
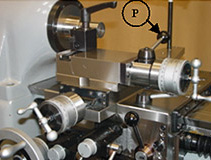
P.) 十字滑座刻度環
圖26-C為公英制雙刻度環,為了讓操作者使用方便,每一刻度為0.02mm / 0.001英吋。使用方法很簡單,只需將轉輪轉到想要的刻度即可。如果您要與斜度附件一同搭配使用,用板手把圖26-S將螺絲鬆開即可。
Q.) 複式刀座使用及功能
本機械之複式刀座有快速進刀功能,當車牙要進刀時將複式刀座手把(圖27之H)往逆時鐘向前推,當車完牙要回到進刀點時再將刀座手把往順時鐘向後推,向後推後再回到車牙進刀點,車牙時按照以上步驟便可快速完成一個車牙動作。
※注意:當車牙退刀時要記得將複式刀座手把向後推以免退刀時造成不規率重疊牙。
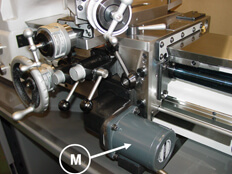
R.) 自動進刀控制板及功能
本機械自動進刀控制板在車架滑座後方,其驅動馬達為AC變頻馬達(圖28之M)。
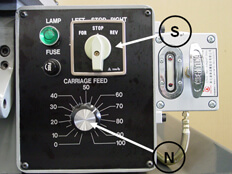
- 自動進刀功能只限於機械主軸啟動時才有作用,啟動自動進刀功能請選擇自動進刀開關(圖29之S)左(Left)或右(Right)。
- 而自動進刀功能速度旋鈕為(圖29之N)。
- 當設定完自動進刀速度後,設定自動進刀開關為右(Right)時Z軸將會往尾座方向行走,X軸會往工件方向行走。
- 當自動進刀開關為左(Left)時Z軸將會往主軸機頭方向行走,X軸會往使用者方向行走。
- 當自動進刀開關在停止時(STOP)時,自動進刀馬達將會停止。
- 自動進刀速度截取於工件材料,外徑及刀具品牌及樣式。
- 車架滑座上之自動進刀把手,左邊為Z軸自動進刀,右邊為X軸自動進刀。
S.) 切削水開關
切削水開關(圖30之C)在電器箱側邊,當切削水開關切至ON位置時切削水將會一直噴水,而切至AUTO時切削水將會跟隨主軸起動或停止,主軸轉時噴水,主軸停止時切削水也會關,而OFF時任何狀況都將不會噴水。

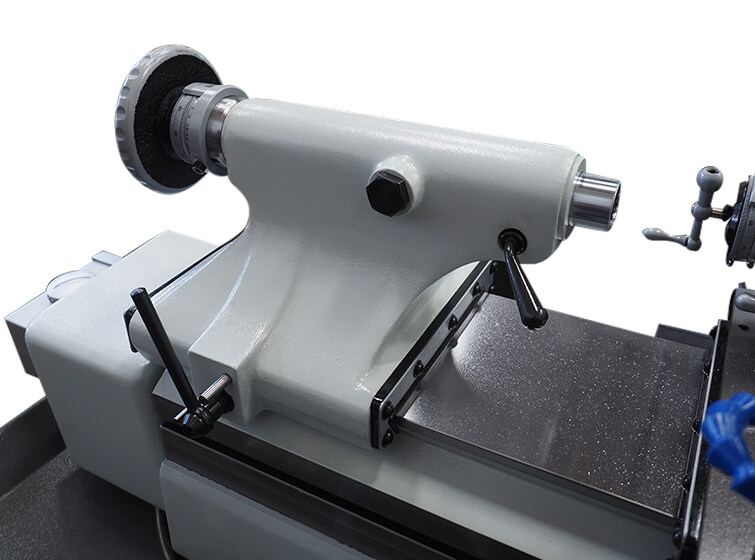
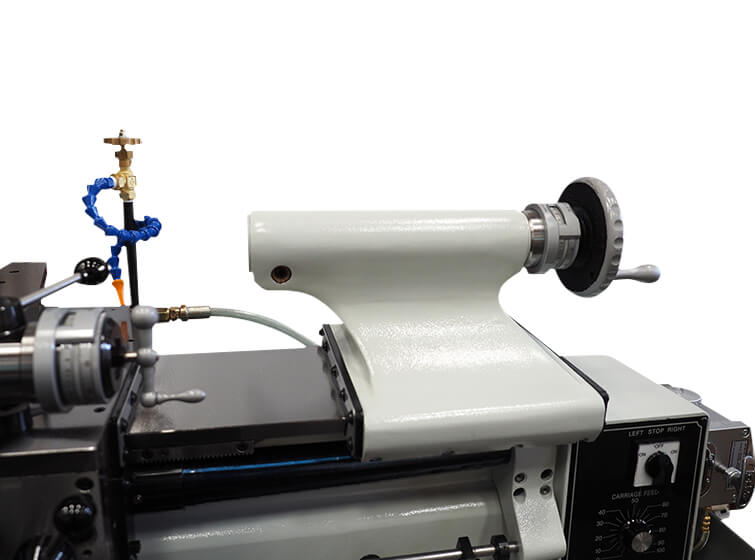
T.) 尾座
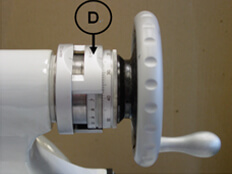
本機械尾座長95MM/3-3/4"INCH,尾座有2種刻度環公制與英制,每一小格公制為0.02MM、英制為0.001",當刻度護環(圖32之D)往上推時為英制刻度,下推時為公制刻度。

V.) 尾座本體鎖定
尾座本體在任何距離都可使用尾座本體把手(圖33-M)鎖緊,當把手往順時鐘方向轉至(圖33之A)時為鎖緊,當把手往逆時鐘方向轉至(圖33之B)時為放鬆,當放鬆時即可將尾座本體移至任何位置。
車牙切削
※注意: 車牙的時候請不要將主軸逆轉此機型的設計在於快速及準確的切削與車牙。快速轉換齒輪箱可以變換36種不同的公/英制車牙規格。當車架滑座的軸承被限制在固定方向或點時,車牙可以被自動削減且不須要跑到一定的點。開始切削之前,給特定的材料選擇適當的速度及好的完成手續。建議最高車牙速度為800RPM。

設定快速替換齒輪箱到想要的pitch。要在齒輪箱上的車牙表上做選擇時,把圖34-A拉出一定的長度後,移動到想要的尺寸將把手舉起並放入孔內。如果把手舉得不夠高則鬆開圖35-S,打開齒輪箱並旋轉圖35-T至齒輪吻合及手把生高的允許位置。
根據左邊齒輪箱的車牙表,設定選擇手把圖34-C,將C設至想要的數值。如果齒輪離合器無法與齒輪箱中的齒輪適當的密合,把圖34-B調鬆,將齒輪箱打開旋轉圖35-T的齒輪至咬合。
設定公英制的手把為圖36-D,如果移動齒論不能正確密合,請鬆動圖36-B,打開齒輪箱並旋轉圖37-T。
轉動圖36-E結合齒輪箱,順時鐘轉動”THREAD”。若轉動圖36-E無法與主軸咬合,轉動主軸F跟E直到密合。
將十字滑座設定在61度並將切削刀具放至上面,之後座定位在要車牙的位置。
當座控制手把圖36-G移動至左邊將會導致滑座移到左邊,反之亦然。將圖36-G至中間使滑座煞車。
※注意:車牙時,不需用滑座的power feed。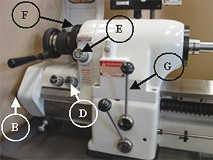
齒輪箱
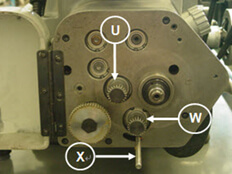
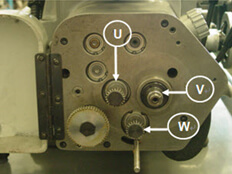
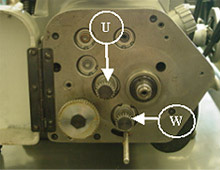
齒輪箱用於車牙。選配工具一組有五個齒輪及一個脫盤。當這些齒輪被設定到圖45的車牙表,則根據設定的數值,可以車每一英吋10牙或0.25mm齒距。如指令正確,則三個齒輪會在托盤上而其他兩個會在圖44-U及44-W上。
在變更設定前,將手把A(圖43)放在”OUT”
快速的在齒輪箱內移動手把X(圖44)延伸至齒輪盤。把手是用於改變外在的齒輪直到把手放至於”OUT”的位置。
額外的齒輪可以用來做一些齒輪箱不能做的切削。 固定套每次設定完後,記得要潤滑;如果是長程的車牙請天天上潤滑劑。

公制車牙
- 將開關切至”OFF”
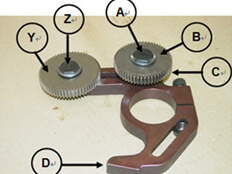
- 英制變速齒輪架(圖50-D),咬合第一齒輪(圖50-C)與齒輪間。勿將圖50-A鎖緊。
- 咬合齒輪之圖50-Y但不要與C密合或將Z鎖緊
- 鬆落手把S(圖-48),打開齒輪箱並轉動50齒的齒輪S(圖48)和127齒的齒輪T(圖48)。請將齒輪放置對的位置。
- 如果有特殊的車牙規格,將齒輪U(圖49)拿掉後,放置特殊的齒輪替代。
- 將齒輪W拿掉(圖 49).
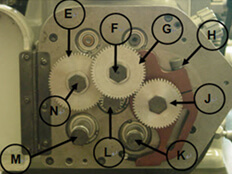
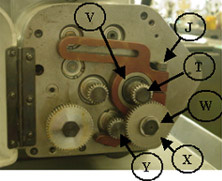
- 齒輪更換組合(圖48)在圖49-V。不要將螺帽H(圖51)鎖緊。
- 需要特定的齒輪放置與圖51-J密合,把螺帽(圖51) K & M做替換
- 調整第二齒輪G(圖51),在0.08”-0.010”和圖51-J之間。使用塑膠墊片強化背盤,將圖51-F鎖緊。
- 調整圖51-E的齒輪在0.003-0.004”之間,將圖51-N鎖緊
- 在圖51的L與E的齒輪間定0.003”-0.004”,鎖緊圖51-H。
- 確認各個齒輪的密合及螺帽鎖緊。
- 將齒輪箱關合,鎖緊圖46-B然後移動C到特定的位置。
- 轉動圖46-D調整公英制規格
- 轉動圖46-E的Fedd/Thread到 Thread。
- 當要齒輪箱車牙時,根據相同的步驟設定車架滑座、導螺桿、螺帽和十字滑座。車架滑座控制圖46-G跟快速手把圖47-P也是一樣的設定流程。
※注意:
a. 50齒的齒輪(圖48-S)和127齒的齒輪(圖48-T),兩個齒輪須重新密合以便於公制車牙
b. 當不是組合的設定時,重新密合齒輪U跟W (圖49)
公制車牙
- 將開關切至 “OFF”.
- 在公制車牙轉換圖56-P咬合圖56-R。不要將螺絲S鎖緊
- 將手把圖52-B鬆開,打開齒輪箱並移動127的齒輪牙(圖54-T)
- 在圖57-V上面密合齒輪組合圖 56, 不要將圖55-U完全鎖緊
- 移動第一齒輪(圖55-U) 然後替換螺絲。不要放錯位置
- 在螺絲(圖57-T)上,咬合第一齒輪
- 如果車牙表的牙數是22牙以外的話,更換齒輪Y(圖57)然後放至特殊的齒輪替換
- 在0.003到0.004英吋之間調整齒輪X(圖57),然後第一齒輪位於螺絲T(圖57)之上,鎖緊螺絲W(圖57)
- 圖57的X和Y會在0.003-0.004英吋間, 鎖緊圖57-J
- 確認齒放在正確的位置且與127牙的齒輪A(圖58)咬合。鎖緊螺絲Z
- 確認所有齒輪有適當的密合且螺絲鎖緊
- 關閉齒輪箱,鎖緊手把B(圖52)然後移動選擇手把C至適當的車牙位置
- 轉換英/公制的手把D(圖)到公制
- 轉換進給/車牙的手把E(圖52)到車牙.
- 根據安裝滑座、導螺桿及複式刀座的相同程序來設定齒輪箱車牙。車架滑座控制手把G(圖52)及快速替換手把P(圖53)的使用方法則與車牙一樣
- 車牙時注意操作安全

| ITEM | Part no. |
|---|---|
| 1-2 | T-CT-02 |
| 1-2 | T-CT-03 |
| 1-2 | T-CT-04 |
| 1-2 | T-CT-05 |
| 1-2 | T-CT-06 |
| 1-2 | T-202-2B |
| 1-2 | T-202-3B |
| 1-2 | T-202-4B |
| 1-2 | T-202-5B |
| 1-2 | T-202-6B |
| 1-3 | T-DCT-02 |
| 1-3 | T-DCT-03 |
| 1-3 | T-DCT-04 |
| 1-3 | T-DCT-05 |
| 1-3 | T-DCT-06 |
| 1-3 | T-203-2B |
| 1-3 | T-203-3B |
| 1-3 | T-203-4B |
| 1-3 | T-203-5B |
| 1-3 | T-203-6B |
| 2-1 | T-SS-1 |
| 2-1 | T-ES-1 |
| 2-1 | T-LS-1 |
| 2-2 | T-UCS-25 |
| ITEM | Part no. |
|---|---|
| 3-1 | T-CT-01 |
| 3-2 | T-304A |
| 3-2 | T-304B |
| 3-3 | T-FP-3B |
| 3-3 | T-FP-5B |
| 3-3 | T-FP-8B |
| 3-4 | T-FP-07B |
| 4-1 | T-317 |
| 4-1-1 | CHUCK |
| 4-1-1 | CHUCK |
| 4-1-1 | CHUCK |
| 4-1-1 | CHUCK |
| 4-2 | T-AP-07 |
| 4-3 | LT-01-109 |
| 4-4 | LT-01-108C |
| 5-1 | LT-01-110T |
| 5-2 | T-315 |
| 5-2-1 | KM-6 |
| 5-3 | S-5C |
| 5-7 | T-3SJ |
| 7-5 | TDC-6.5 |
| 7-5 | TDC-10EL |
| 7-5 | TDC-13EL |
| 7-5 | TDC-16H |
| ITEM | Part no. |
|---|---|
| 12-3 | T-KH-48 |
| 14-1 | 540-110 |
| 14-2 | 540-111 |
| 14-3 | 540-130 |
| 14-4 | C20-ER20 |
| 15-2 | TR-303 |
| 15-3 | T-CLD-618 |
| 16-2 | T-CSD-618 |
| 16-3 | T-SR-300 |
| 16-4 | T-FR-300 |
| 17-1 | T-LT-01 |
| 17-2 | T-RT-108 |
| 17-3 | T-RTS-10 |
| 18-2 | T-BLD-68 |
| 18-3 | T-AIT-06 |
| 21-1 | LB-68-1 |
| 22-1 | T-CS-10 |
| 22-2 | T-MC-2 |
| 22-3 | T-LC-2 |
| 22-4 | T-DC13-MT2 |
| 22-4 | T-DC16-MT2 |
| 22-4 | T-DC19-MT2 |
| 22-5 | HQ32122-5 |
| 1-27MM |


































































以下主軸工具,刀座或其他選配零件將可裝載在韻光高速高精度桌上型車床
操作介面
電子式無段變速顯示系統,可直接顯式主軸轉速。主軸轉速為50~4000RPM,在主軸轉動時控制箱會顯示目前的轉速和馬達負載量。