
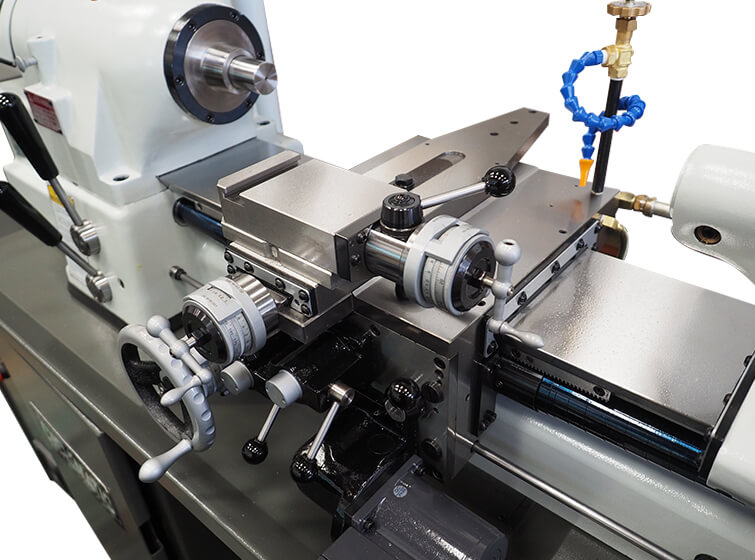

- 280mm (11") 工件回转直径
- 457mm (18") 主轴面至尾座
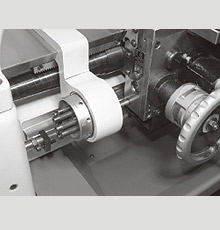
- 快速切换公/英制车 牙齿轮箱
- 无段变速主轴转速50-4000 RPM
- 热处理,硬化处理研磨床身
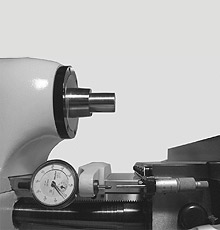
- 主轴使用高精密斜角滚珠轴承并预压以达到低背隙量
- 可快速上下工件的5C筒夹和拉杆
- 无段变速自动进刀系统(可独立控制速度)
- 快速切换车牙齿轮箱可使工件更加精准,快速完成
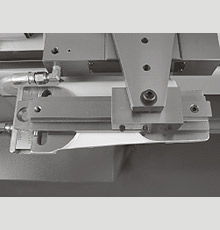
- 机台本身内附车牙长度控制装置,可精准控制牙长
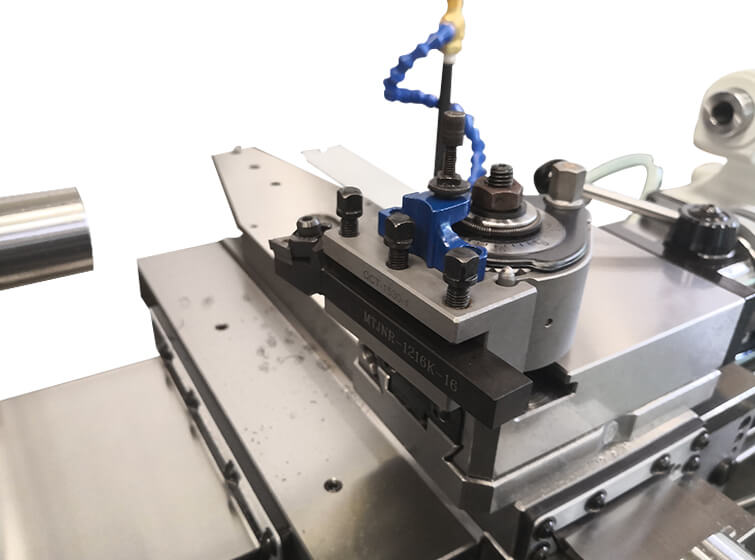
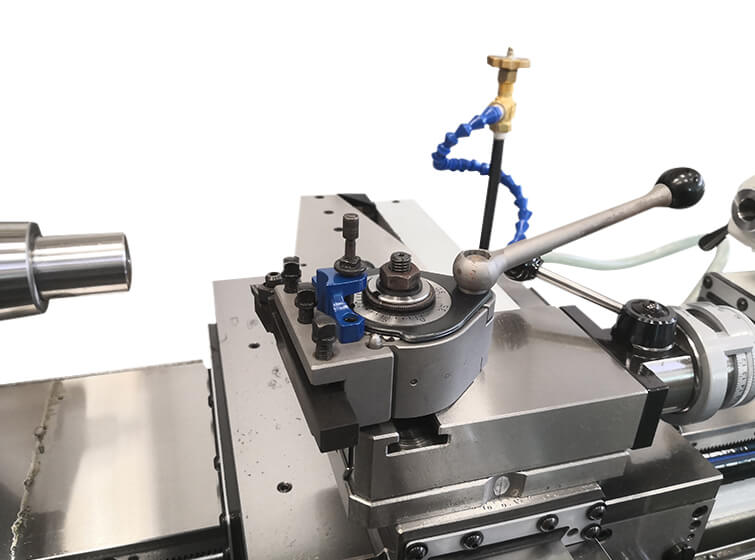
- 机台本身内附复式刀座可快速前後移动以达到快速丶简易车牙的目的
以下主轴工具,刀座或其他选配零件将可装载在韵光高速高精度桌上型车床














操作介面
电子式无段变速显示系统,可直接显式主轴转速。主轴转速为50~4000RPM,在主轴转动时控制箱会显示目前的转速和马达负载量。

| 机械型号 | CTL-618EVS | |
|---|---|---|
| 主轴性能 | 三爪四爪夹头 | 150 mm (6") |
| 胀开式弹簧套爪 | 76 mm (3") | |
| 圆形5C套筒夹头 | 27 mm (1-1/16") | |
| 六边形5C套筒夹头 | 22 mm (7/8") | |
| 正方形5C套筒夹头 | 19 mm (3/4") | |
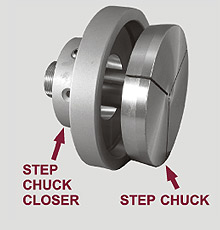
| 阶梯弹簧夹头 | 27 ~ 152mm (1-1/16-6") | |
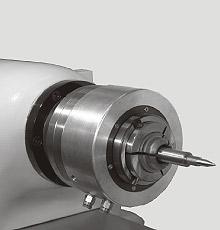
| 主轴鼻端直径 | Ø55.5 mm (Ø2.189") | |
| 主轴鼻端 I.D/O.D | 5C (10°) / 4° Tapern | |
| 主轴转速(变频式) | 50-4,000 rpm (5C) / 50-3,000 rpm ( with 6" 3-jaw chuck) | |
| 变频主轴马达 | 3 HP | |
| 主轴孔径 | 31.75mm (1-1/4") | |
| 棒料直径(5C套筒夹头) | Ø27 mm (Ø1-1/16") | |
| 两顶心间距离 | 457 mm (18") | |
| 床台上旋径 | 280 mm (11") | |
| 车架滑座上旋径 | 230 mm (9") | |
| 横滑座上旋径 | 152 mm (6") | |
| 车架滑座进给范围 | 8~178 mm (5/16" ~ 7") | |
| 横滑座机动进给范围 | 5~102 mm (3/16" ~ 4") | |
| 横滑座行程 | 152 mm (6") | |
| 快速滑动行程 | 2.5 mm (0.1") | |
| 复式刀座滑动行程 | 76 mm (3") | |
| 尾座主轴直径 | Ø34.5 mm (1.358") | |
| 尾座主轴斜度 | MT. #2 | |
| 尾座主轴行程 | 95 mm (3-3/4") | |
| 冷却泵 | 1/8HP, 220V, 3PH | |
| 进给马达 | 1/2 HP | |
| 齿轮车牙范围 | 0.275~2.7 mm (11~108 TPI) | |
| 主轴马达 | 3 HP, 220V, 3PH | |
| 变频马达 | 110V, 70W | |
| 净/毛重 | 1,804/2,024 lb. (820/920 kg.) | |
| 包装尺寸 | 1,910 x 850 x 1,860 mm (75" x 33" x 73") | |
| 所有尺寸本公司有权在没通知情况下任意更改 | ||
目录:
本手册功用
本厂型号CTL-618EVS机械为精密车床,本厂制作此类型机械已有20馀年的经验,此机械完全以人性化丶使用者需求与考量下去设计研发,而且此型机械容易使用及安全性高,尤其对机械品质及机械精度要求十分严谨。
本手册为韵光机械型号CTL-618EVS使用手册,CTL-618EVS为高度高精度精密车床,此手册用於基本机械定位丶使用及维修。
如有任何使用上或维修上的问题请与本厂联络,本厂将为您提供最完善的服务。
水平校正正确步骤
-00-01.jpg)
- 请将水平调整螺丝C(图B)锁入(图A)之机械6个螺丝孔内。
- 将A(图B)放入孔内并依照机台高度调整团挺螺丝B的位置。
- 请确定6个螺丝垫均与地面平均接触。
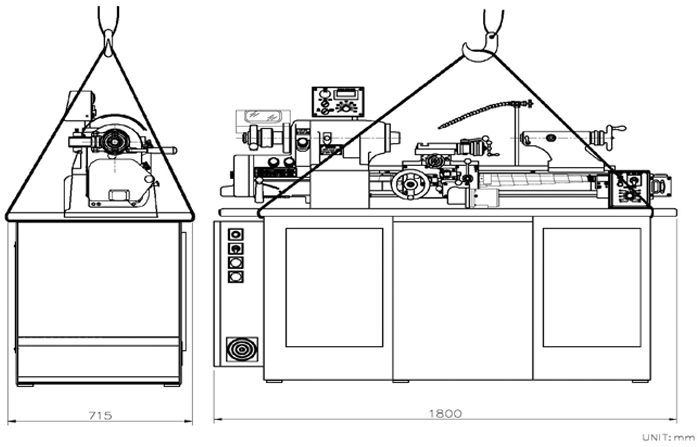
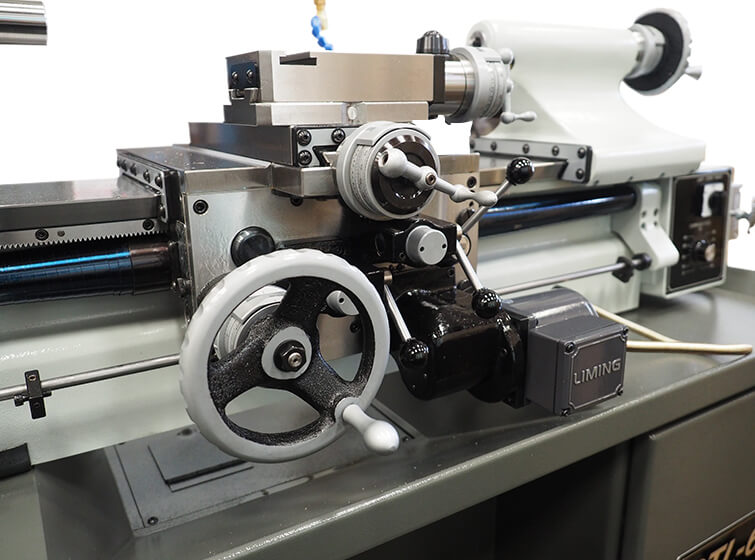
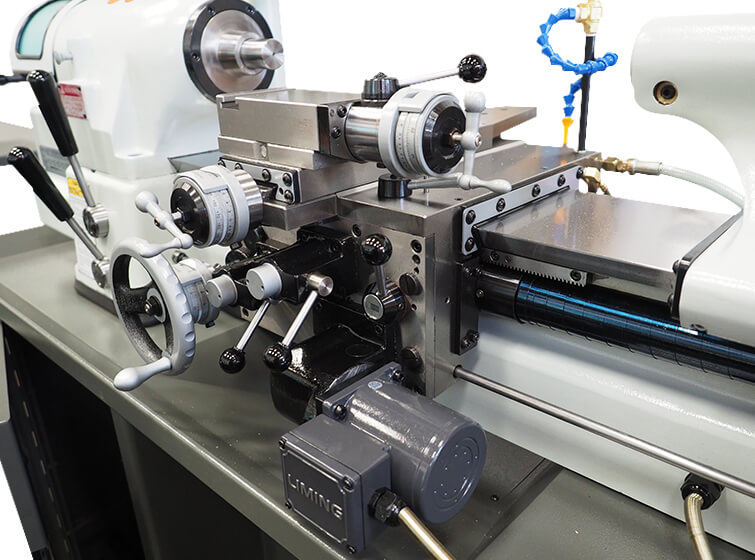
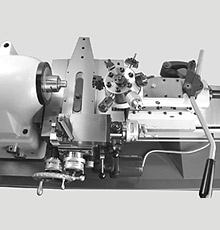
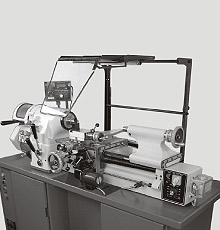
图 1 - 机械整体
本机械总重量为1100kgs(2420lbs),如将使用固定式起重机(天车)将本机械吊起,可利用机台之平面板金(如图1)由於本机械重达1100kgs,请确定吊具其负重总量是否高於1500kgs,以免发生危险。
A.) 机械检查及清洁
在本机械到达拆箱後,请仔细检查本机械有鉴於路途遥远,运送及装船过程难免发生碰撞,所以在拆箱後请仔细检查本机械是否有任何碰撞丶损伤之部位或者有任何零件遗失。
本厂机械在出厂前都会经过防锈处理,所以在拆箱後请将本机械仔细擦拭乾净,在擦拭乾净前请勿移动本机械,如车架滑座丶尾座丶横滑座.....等。建议使用去渍油擦拭本机台。
※注意:请勿使用空气压缩机清洁本机台以免减少本机械寿命。
B.) 底座丶安装及调平
平稳的底座和适当的安装将带来机器长久的高精密度,所以供应有一定厚度的固定底座是很重要的。一般而言,300mm的厚度是足够的。机台下方角落有六个用来调平机台的可调整脚座。用板手调整螺丝的松紧让六个脚座能稳固之後再将所有螺丝转紧。
C.) 电线及电源连结
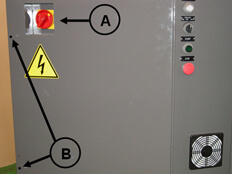
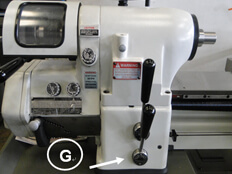
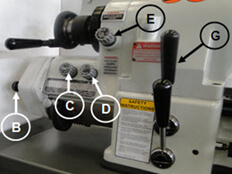
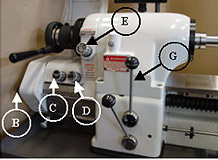
请先检查本机械使用电压,将电器箱电源开关(图2之A)转至OFF位置,松开电器箱螺丝(图2之B)将电器箱门打开後,把电源线按照RST接上再将接地线接至另一端(图3之G) 。
请将主轴固定栓拉出(图4之E),再将主轴起动把手推至STAR位置,此时主轴转动时应该呈正转(当人站在尾座往主轴方向看时主轴往顺时钟方向转动为正转),如果主轴并没有正转时,请将RST 3条电源线随便2条线位置交换,将可使主轴正转。(检查切削液马达转向是否正确)



※注意:在错误指示下的转动机台将会造成主轴转速的改变
D.) 润滑
正确的润滑动作及润滑油品可使机器增加使用寿命,所以使用高品质润滑油将是必要的,请经常检查润滑油量。
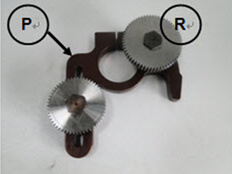
1. 车架滑座润滑油车架滑座润滑油请使用30#或20#之润滑油品,打开润滑器上方盖子将油添加至红线为止,将润滑器手把向後拉使其润滑车架滑座(图6之R)。

补充油-打开润滑油箱盖(图8之C)加入刹车油至红线为止(图6-W)。
更换油-将自动进给齿轮箱下方之内六角螺丝松开(图8-M)将油放光後再将螺丝锁紧。
P.S使用一般刹车油即可。如汽车用。
机头主轴由高精密的滚珠轴承组装好。滚珠轴承被涂抹一层润滑油後,可以使用永久,之後不需再上润滑剂。
E.) 主轴启动控制杆
启动本机器及变更主轴速度步骤如下:① 将机械启动开关按下(图9之D) ② 将主轴正/逆转开关(图11-C)切至正转或逆转 ③ 将主轴启动开关板至Start位置图10之G) ④ 使用主轴速度旋钮(图11之I)去控制主轴速度,往顺时针方向转为增加主轴速度,往逆时针方向转则为减慢主轴速度。
当使用筒夹时,主轴最高转速可达4000RPM;当使用夹头时,最高主轴转速为3000RPM。
更改指令前,请先停止转动中的主轴,将扭转器转至右方的collet则可启用筒夹指令;扭转至左方的chuck则为夹头的指令。
※注意:主轴转动时,请勿更改指令,否则指令无法更改也可能造成机台剧烈震动



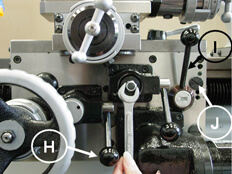
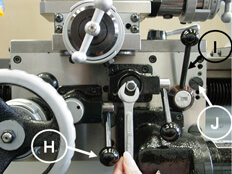
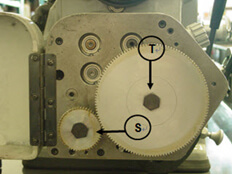
F.) 快速转换齿轮箱
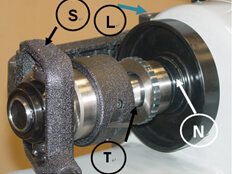
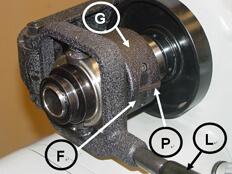
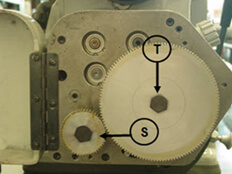
快速变换齿轮箱请见图片12&14, T把手为自动进给或车牙的变换,换左边是车牙而右边为进给。牙的间距表在图13-C。拉出手杆A去变换,左右移动到正确的位置之後改变选择器S(图13)到1丶2或3直到想要的车牙位置(图13)。一般车牙及螺旋车牙都可以直接在齿轮箱外面的把手做变换,牙的螺纹可以切至一英吋有250牙。


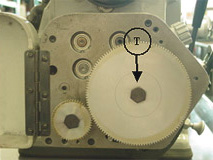
注意: 不要在主轴转动时扭转T (图14)
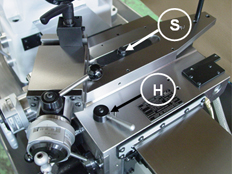
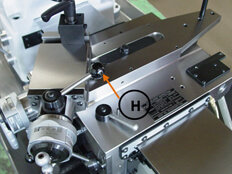
G.) 车牙长度控制
由於车牙时需控制车牙长度,以下为车牙长度控制之步骤,先将车牙半螺帽杆往下按与螺杆咬合,由於车牙前进反回杆(图15之D)与车牙长度控制杆(图16之B)相互连结,所以把车牙挡块上方内六角螺丝锁紧後,当开始车牙车架滑座便会往前或往後行走,碰到车牙挡块後便前将车牙前进/返回杆(图15之D)推至中间使车牙动作停止,而(图16之S)为车牙长度微调螺丝,可以微调长度。

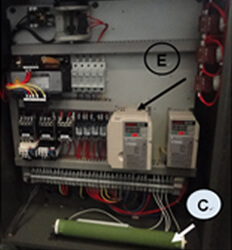
H.) 主轴煞车系统
(图17之E)为主轴变频器,而刹车靠刹车电阻(图17之C)刹车,变频器可调整刹车长短时间。
I.) 主轴皮带调整
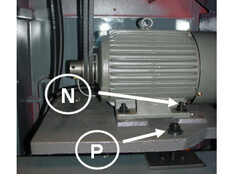
如果想要调整主轴皮带步骤如下:① 先将主轴速度调整至大约1000转後启动主轴,再去确认皮带是否激烈晃动或皮带太紧,而皮带松紧度大约保持在手指按压後距离1"。 ② 将马达盘固定螺帽(图19之N)松掉。 ③ 调整马达固定螺丝(图19之P)。顺时钟为使皮带变紧,逆时钟为松。
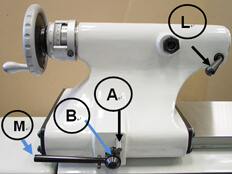
J.) 5C筒夹拉杆
主轴旋转时,如果5C筒夹拉杆卸除之方式(图20)内并无5C筒夹将会损害5C筒夹拉杆使用寿命,所以当使用3爪/4爪夹头,3爪/4爪夹头背板及其它夹头时,需将5C筒夹拉杆拆下,而拆除5C筒夹拉杆步骤如下:① 先将5C筒夹拉杆固定插梢(图20之L)取出。 ② 再将5C筒夹接杆向後拉出,取出5C筒夹拉杆後请勿将筒夹松紧固定器(图20之N)取出或者松开5C筒夹固定螺帽(图20之S),由於本厂出机前都已做好调整,如果松开5C筒夹固定螺帽将会倒至5C筒夹运转时发出异音或震动。
K.) 5C筒夹拉杆装上之方式
在装上5C筒夹拉杆前,请先将主轴头内孔及5C筒夹拉杆清理乾净,由於筒夹拉杆固定器(图20之N)有固定插梢所以装上5C筒夹拉杆前请先确定筒夹拉杆固定器是否在固定位置,装上5C筒夹拉杆後再将筒夹拉杆固定梢(图20之L)插上。
L.) 5C筒夹拉杆使用方式
- 首先在使用任何5C筒夹或阶梯式筒夹前请先清理乾净。
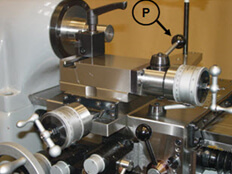
- 将主轴固定插梢(图21-E)插入,由於主轴普立盘有6个固定方位,所以请用手缓慢转动再将主轴固定插梢插入,以确定有正确固定住。
- 将筒夹松紧固定器之固定梢(图22-P)向後按至(图22-F)处。
- 将5C筒夹或阶梯式筒夹装入前方主轴孔内,由於5C筒夹或阶梯式筒夹都有洗一个沟沟,而主轴孔内有一个固定梢,所以插入前确定是否有对到位置,装入後将5C筒夹松紧器(图22-G)向正转方向旋转便会慢慢将5C筒夹或阶梯式筒夹锁入。
- 将工件放入筒夹内。
- 将5C筒夹松紧手把(图22-L)向左推後将5C筒夹松紧器(图22-G)往正转方向旋紧。
- 再将5C筒夹松紧手把向右推,然後再将5C筒夹松紧器往正转方向旋紧几格,再将松紧手把向左推去确定工件是否夹紧,确定夹紧後再将筒夹松紧固定梢(图22-P)向下按入确定与筒夹拉杆固定器(图22-G)固定住。

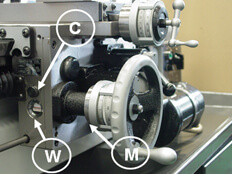
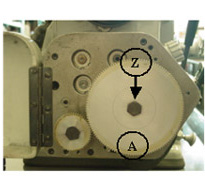
M.) 车架滑座手轮刻度环
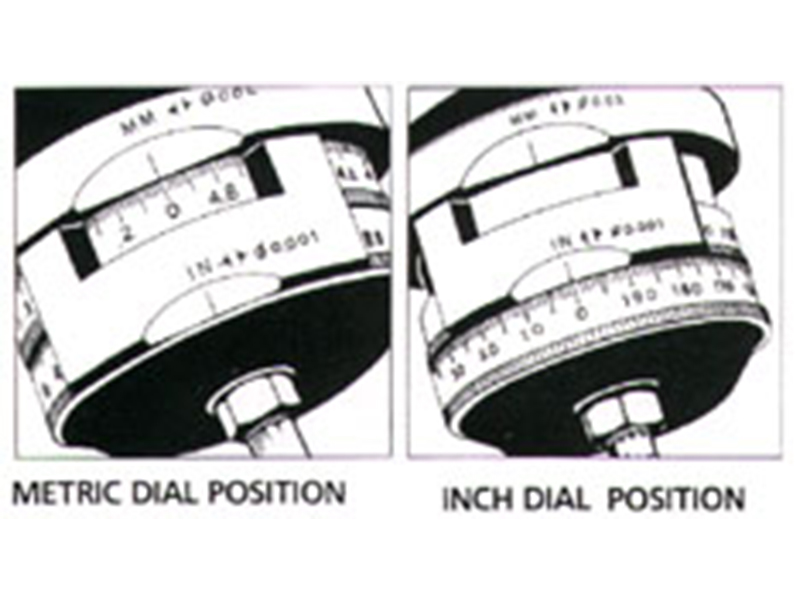
本机械手轮刻度环(图23-W)有2种刻度,分别是公制(MM)及英制(INCH),而Z轴刻度环其公制每一小格为0.2MM丶英制为0.01",X轴刻度公制每一小格为0.22MM丶英制为0.001"。

O.) 车架滑座离合器
- 本机械之车架滑座自动进刀功能其进刀及刹车功能都靠本身之离合器组合工件,进刀时为离合器相互结合,而杀车时为离合器放松空跑。
- 当自动进刀功能不会进刀时,可能是离合器距离太近所以请拿起一只开口板手如(图25),再往顺时钟方向旋紧一点,然後再去试试自动进刀功能是否正常,在使用自动进刀功能时请勿将车牙螺帽杆(图25之I)向下压,或者牙时请勿使用自动进刀功能,如一起使用将会损害机械。
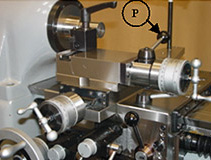
P.) 十字滑座刻度环
图26-C为公英制双刻度环,为了让操作者使用方便,每一刻度为0.02mm / 0.001英吋。使用方法很简单,只需将转轮转到想要的刻度即可。如果您要与斜度附件一同搭配使用,用板手把图26-S将螺丝松开即可。
Q.) 复式刀座使用及功能
本机械之复式刀座有快速进刀功能,当车牙要进刀时将复式刀座手把(图27之H)往逆时钟向前推,当车完牙要回到进刀点时再将刀座手把往顺时钟向後推,向後推後再回到车牙进刀点,车牙时按照以上步骤便可快速完成一个车牙动作。
※注意:当车牙退刀时要记得将复式刀座手把向後推以免退刀时造成不规率重叠牙。
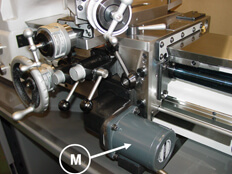
R.) 自动进刀控制板及功能
本机械自动进刀控制板在车架滑座後方,其驱动马达为AC变频马达(图28之M)。
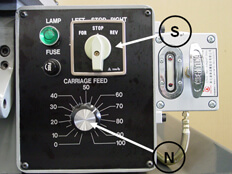
- 自动进刀功能只限於机械主轴启动时才有作用,启动自动进刀功能请选择自动进刀开关(图29之S)左(Left)或右(Right)。
- 而自动进刀功能速度旋钮为(图29之N)。
- 当设定完自动进刀速度後,设定自动进刀开关为右(Right)时Z轴将会往尾座方向行走,X轴会往工件方向行走。
- 当自动进刀开关为左(Left)时Z轴将会往主轴机头方向行走,X轴会往使用者方向行走。
- 当自动进刀开关在停止时(STOP)时,自动进刀马达将会停止。
- 自动进刀速度截取於工件材料,外径及刀具品牌及样式。
- 车架滑座上之自动进刀把手,左边为Z轴自动进刀,右边为X轴自动进刀。
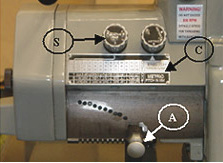
S.) 切削水开关
切削水开关(图30之C)在电器箱侧边,当切削水开关切至ON位置时切削水将会一直喷水,而切至AUTO时切削水将会跟随主轴起动或停止,主轴转时喷水,主轴停止时切削水也会关,而OFF时任何状况都将不会喷水。

T.) 尾座
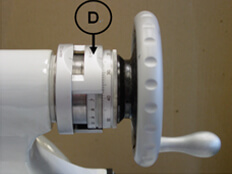
本机械尾座长95MM/3-3/4"INCH,尾座有2种刻度环公制与英制,每一小格公制为0.02MM丶英制为0.001",当刻度护环(图32之D)往上推时为英制刻度,下推时为公制刻度。

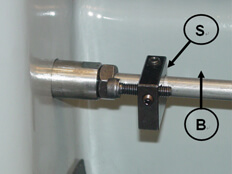
V.) 尾座本体锁定
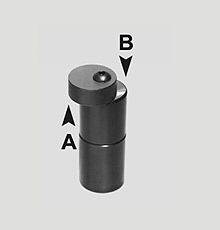
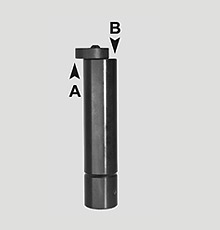
尾座本体在任何距离都可使用尾座本体把手(图33-M)锁紧,当把手往顺时钟方向转至(图33之A)时为锁紧,当把手往逆时钟方向转至(图33之B)时为放松,当放松时即可将尾座本体移至任何位置。
车牙切削
※注意: 车牙的时候请不要将主轴逆转此机型的设计在於快速及准确的切削与车牙。快速转换齿轮箱可以变换36种不同的公/英制车牙规格。当车架滑座的轴承被限制在固定方向或点时,车牙可以被自动削减且不须要跑到一定的点。开始切削之前,给特定的材料选择适当的速度及好的完成手续。建议最高车牙速度为800RPM。

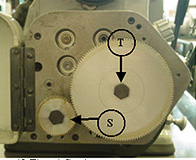
设定快速替换齿轮箱到想要的pitch。要在齿轮箱上的车牙表上做选择时,把图34-A拉出一定的长度後,移动到想要的尺寸将把手举起并放入孔内。如果把手举得不够高则松开图35-S,打开齿轮箱并旋转图35-T至齿轮吻合及手把生高的允许位置。
根据左边齿轮箱的车牙表,设定选择手把图34-C,将C设至想要的数值。如果齿轮离合器无法与齿轮箱中的齿轮适当的密合,把图34-B调松,将齿轮箱打开旋转图35-T的齿轮至咬合。
设定公英制的手把为图36-D,如果移动齿论不能正确密合,请松动图36-B,打开齿轮箱并旋转图37-T。
转动图36-E结合齿轮箱,顺时钟转动”THREAD”。若转动图36-E无法与主轴咬合,转动主轴F跟E直到密合。
将十字滑座设定在61度并将切削刀具放至上面,之後座定位在要车牙的位置。
当座控制手把图36-G移动至左边将会导致滑座移到左边,反之亦然。将图36-G至中间使滑座煞车。
※注意:车牙时,不需用滑座的power feed。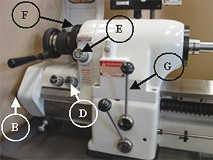
齿轮箱
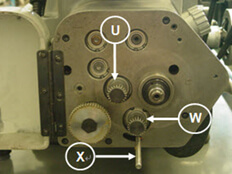
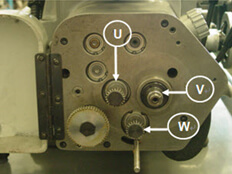
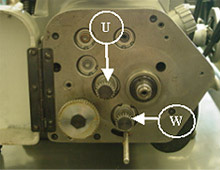
齿轮箱用於车牙。选配工具一组有五个齿轮及一个脱盘。当这些齿轮被设定到图45的车牙表,则根据设定的数值,可以车每一英吋10牙或0.25mm齿距。如指令正确,则三个齿轮会在托盘上而其他两个会在图44-U及44-W上。
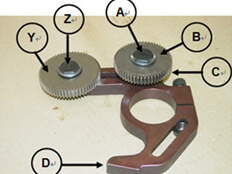
在变更设定前,将手把A(图43)放在”OUT”
快速的在齿轮箱内移动手把X(图44)延伸至齿轮盘。把手是用於改变外在的齿轮直到把手放至於”OUT”的位置。
额外的齿轮可以用来做一些齿轮箱不能做的切削。 固定套每次设定完後,记得要润滑;如果是长程的车牙请天天上润滑剂。

公制车牙
- 将开关切至”OFF”
- 英制变速齿轮架(图50-D),咬合第一齿轮(图50-C)与齿轮间。勿将图50-A锁紧。
- 咬合齿轮之图50-Y但不要与C密合或将Z锁紧
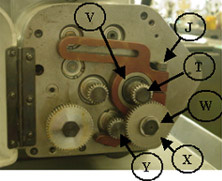
- 松落手把S(图-48),打开齿轮箱并转动50齿的齿轮S(图48)和127齿的齿轮T(图48)。请将齿轮放置对的位置。
- 如果有特殊的车牙规格,将齿轮U(图49)拿掉後,放置特殊的齿轮替代。
- 将齿轮W拿掉(图 49).
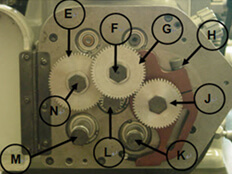
- 齿轮更换组合(图48)在图49-V。不要将螺帽H(图51)锁紧。
- 需要特定的齿轮放置与图51-J密合,把螺帽(图51) K & M做替换
- 调整第二齿轮G(图51),在0.08”-0.010”和图51-J之间。使用塑胶垫片强化背盘,将图51-F锁紧。
- 调整图51-E的齿轮在0.003-0.004”之间,将图51-N锁紧
- 在图51的L与E的齿轮间定0.003”-0.004”,锁紧图51-H。
- 确认各个齿轮的密合及螺帽锁紧。
- 将齿轮箱关合,锁紧图46-B然後移动C到特定的位置。
- 转动图46-D调整公英制规格
- 转动图46-E的Fedd/Thread到 Thread。
- 当要齿轮箱车牙时,根据相同的步骤设定车架滑座丶导螺杆丶螺帽和十字滑座。车架滑座控制图46-G跟快速手把图47-P也是一样的设定流程。
※注意:
a. 50齿的齿轮(图48-S)和127齿的齿轮(图48-T),两个齿轮须重新密合以便於公制车牙
b. 当不是组合的设定时,重新密合齿轮U跟W (图49)
公制车牙
- 将开关切至 “OFF”.
- 在公制车牙转换图56-P咬合图56-R。不要将螺丝S锁紧
- 将手把图52-B松开,打开齿轮箱并移动127的齿轮牙(图54-T)
- 在图57-V上面密合齿轮组合图 56, 不要将图55-U完全锁紧
- 移动第一齿轮(图55-U) 然後替换螺丝。不要放错位置
- 在螺丝(图57-T)上,咬合第一齿轮
- 如果车牙表的牙数是22牙以外的话,更换齿轮Y(图57)然後放至特殊的齿轮替换
- 在0.003到0.004英吋之间调整齿轮X(图57),然後第一齿轮位於螺丝T(图57)之上,锁紧螺丝W(图57)
- 图57的X和Y会在0.003-0.004英吋间, 锁紧图57-J
- 确认齿放在正确的位置且与127牙的齿轮A(图58)咬合。锁紧螺丝Z
- 确认所有齿轮有适当的密合且螺丝锁紧
- 关闭齿轮箱,锁紧手把B(图52)然後移动选择手把C至适当的车牙位置
- 转换英/公制的手把D(图)到公制
- 转换进给/车牙的手把E(图52)到车牙.
- 根据安装滑座丶导螺杆及复式刀座的相同程序来设定齿轮箱车牙。车架滑座控制手把G(图52)及快速替换手把P(图53)的使用方法则与车牙一样
- 车牙时注意操作安全

| ITEM | Part no. |
|---|---|
| 1-2 | T-CT-02 |
| 1-2 | T-CT-03 |
| 1-2 | T-CT-04 |
| 1-2 | T-CT-05 |
| 1-2 | T-CT-06 |
| 1-2 | T-202-2B |
| 1-2 | T-202-3B |
| 1-2 | T-202-4B |
| 1-2 | T-202-5B |
| 1-2 | T-202-6B |
| 1-3 | T-DCT-02 |
| 1-3 | T-DCT-03 |
| 1-3 | T-DCT-04 |
| 1-3 | T-DCT-05 |
| 1-3 | T-DCT-06 |
| 1-3 | T-203-2B |
| 1-3 | T-203-3B |
| 1-3 | T-203-4B |
| 1-3 | T-203-5B |
| 1-3 | T-203-6B |
| 2-1 | T-SS-1 |
| 2-1 | T-ES-1 |
| 2-1 | T-LS-1 |
| 2-2 | T-UCS-25 |
| ITEM | Part no. |
|---|---|
| 3-1 | T-CT-01 |
| 3-2 | T-304A |
| 3-2 | T-304B |
| 3-3 | T-FP-3B |
| 3-3 | T-FP-5B |
| 3-3 | T-FP-8B |
| 3-4 | T-FP-07B |
| 4-1 | T-317 |
| 4-1-1 | CHUCK |
| 4-1-1 | CHUCK |
| 4-1-1 | CHUCK |
| 4-1-1 | CHUCK |
| 4-2 | T-AP-07 |
| 4-3 | LT-01-109 |
| 4-4 | LT-01-108C |
| 5-1 | LT-01-110T |
| 5-2 | T-315 |
| 5-2-1 | KM-6 |
| 5-3 | S-5C |
| 5-7 | T-3SJ |
| 7-5 | TDC-6.5 |
| 7-5 | TDC-10EL |
| 7-5 | TDC-13EL |
| 7-5 | TDC-16H |
| ITEM | Part no. |
|---|---|
| 12-3 | T-KH-48 |
| 14-1 | 540-110 |
| 14-2 | 540-111 |
| 14-3 | 540-130 |
| 14-4 | C20-ER20 |
| 15-2 | TR-303 |
| 15-3 | T-CLD-618 |
| 16-2 | T-CSD-618 |
| 16-3 | T-SR-300 |
| 16-4 | T-FR-300 |
| 17-1 | T-LT-01 |
| 17-2 | T-RT-108 |
| 17-3 | T-RTS-10 |
| 18-2 | T-BLD-68 |
| 18-3 | T-AIT-06 |
| 21-1 | LB-68-1 |
| 22-1 | T-CS-10 |
| 22-2 | T-MC-2 |
| 22-3 | T-LC-2 |
| 22-4 | T-DC13-MT2 |
| 22-4 | T-DC16-MT2 |
| 22-4 | T-DC19-MT2 |
| 22-5 | HQ32122-5 |
| 1-27MM |


































































以下主轴工具,刀座或其他选配零件将可装载在韵光高速高精度桌上型车床
操作介面
电子式无段变速显示系统,可直接显式主轴转速。主轴转速为50~4000RPM,在主轴转动时控制箱会显示目前的转速和马达负载量。