
- 快/慢主轴转速切换杆
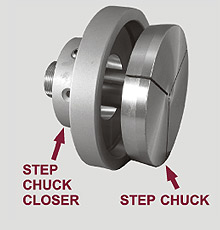
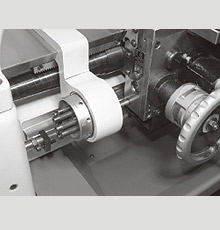
- 专门加工小零件工件
- 可使用5c筒夹或者夹头来夹持工件
以下主轴工具,刀座或其他选配零件将可装载在韵光高速高精度桌上型车床






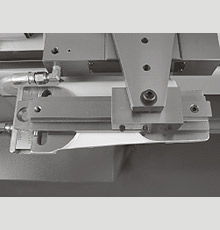
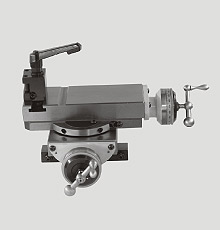
X-Z轴 十字滑座 为 CTL-27EVS 机型基本配备
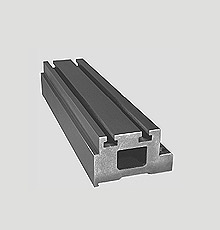
本厂二次加工机装有十字滑座可使的外径。 面,孔内加工更容易完成。 硬化处理过的大尺寸螺杆加上滚珠轴承以及50.8mm(2")刻度指示环,使的十字滑座更方便容易使用。
")
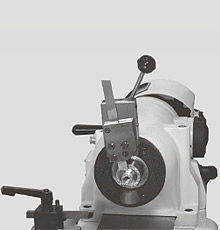
CTL-27EVS 手动尾座(基本配备)
手动尾座可在机台床身上直接手动移动,使得尾座与机头有着大尺寸的距离。
| 机械型号 | CTL-27EVS | |
|---|---|---|
| Spindle Capacity | 三爪四爪夹头 | 150 mm (6") |
| 胀开式弹簧套爪 | 76 mm (3") | |
| 圆形5C套筒夹头 | 27 mm (1-1/16") | |
| 六边形5C套筒夹头 | 22 mm (7/8") | |
| 正方形5C套筒夹头 | 19 mm (3/4") | |
| 阶梯弹簧夹头 | 27 ~ 152mm (1-1/16-6") | |
| 主轴鼻端直径 | Ø55.5 mm (Ø2.189") | |
| 主轴鼻端 I.D/O.D | 5C (10°) / 4° Tapern | |
| 主轴转速(变频式) | 50-4000 R.P.M. | |
| 变频主轴马达 | 3 HP | |
| 主轴孔径 | 31.75 mm (1-1/4") | |
| 棒料直径(5C套筒夹头) | Ø27 mm (Ø1-1/16") | |
| 两顶心间距离 | 380 mm (18") | |
| 床台上旋径 | 229 mm (9") | |
| 复式刀座滑动行程 | X: 114 mm (4.488") / Y: 140 mm (5.512") | |
| 尾座主轴直径 | 34.5 mm (1.358") | |
| 尾座主轴斜度 | MT. #2 | |
| 尾座主轴行程 | 95 mm (3-3/4") | |
| 冷却泵 | 1/8 HP. 220V. 3PH | |
| 主轴马达 | 3 HP, 220V, 3PH | |
| 净/毛重 | 1,122/1,342 lb. (510/610 kg.) | |
| 包装尺寸 | 1,910 × 850 × 1,860 mm (75" × 33" × 73") | |
| All dimensions, specifications and machine appearance are subject to change without prior notice. | ||
目录:
本手册功用
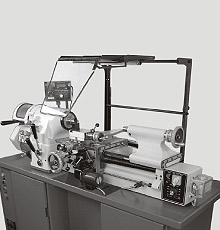
本厂型号CTL-27EVS机械为精密车床,本厂制做此类型机械已有20馀年的经验,此机械完全以人性化丶使用者需求与考量下去设计研发,而且此型机械容易使用及安全性高,尤其对机械品质及机械精度要求十分严谨。
本手册为韵光机械型号CTL-27EVS使用手册,CTL-27EVS为高度高精度精密车床,此手册用於基本机械定位丶使用及维修。
如有任何使用上或维修上的问题请与本厂联络,本厂将为您提供最完善的服务。

图1-吊挂机械
本机械总重量为450kgs(990lbs),如将使用固定式起重机(天车)将本机械吊起,可利用机台之平面板金(如图1)由於本机械重达450kgs,请确定吊具其负重总量是否高於1000kgs(2200lbs),以免发生危险。
A.) 机械检查及清洁
在本机械到达拆箱後,请仔细检查本机械鉴於路途遥远,运送及装船过程难免发生碰撞,所以在拆箱後请仔细检查本机械是否有任何碰撞丶损伤之部位或者有任何零件遗失。
本厂机械在出厂前都会经过防锈处理,所以在拆箱後请将本机械仔细擦拭乾净,在擦拭乾净前请勿移动本机械,如尾座丶十字刀座.....等。建议使用去渍油擦拭本机台。
※注意:请勿使用空气压缩机清洁本机台以免减少本机械寿命。B.) 机械定位
机械定位以及水平调整对於一台机械的精度是非常重要的.在机械出机後本厂会附赠6个脚垫,将脚垫平均锁在底座6个孔位後,使用水平仪来去校正整台机械的水平.使用开口板手即可转动脚垫使机械调至水平状态。
C.) 电线及电源连结
请先检查本机械使用电压,将电器箱电源开关(图2-A)转至OFF位置,松开电器箱螺丝(图2-B)将电器箱门打开後,把电源线按照RST接上再将接地线接至另一端(图3-C) 。


请将主轴固定栓拉出(图4-E),将主轴正反转旋钮转至正转FOR位置(图5-S),再将主轴起动把手(图4-G)推至STAR位置,此时主轴转动时应该呈正转(当人站在尾座往主轴方向看时主轴往逆时钟方向转动为正转),如果主轴并没有正转时,请将RST 3条电源线随便2条线位置交换,将可使主轴正转。


E.) 主轴启动控制杆
启动本机器及变更主轴速度步骤如下: ① 将机械启动开关按下(图9-D) ② 将主轴正/逆转开关(图6-S)切至正转或逆转 ③ 将主轴启动开关扳至Start位置(图7-G) ④ 使用主轴速度旋钮(图6-F)去控制主轴速度,往顺时针方向转为增加主轴速度,往逆时针方向转则为减慢主轴速度。




H.) 主轴皮带调整
如果想要调整主轴皮带松紧度步骤如下: 先将主轴速度调整至大约1000转後启动主轴,再去确认皮带是否激烈晃动或皮带太紧,而皮带松紧度大约保持在手指按压後距离1"。 将马达盘固定螺帽(图10-N)松掉。 调整马达固定螺丝(图10-O)。住顺时钟为使皮带变紧,逆时钟为松。

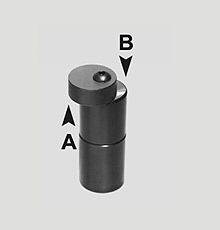
I.) 5C统夹拉杆卸除方式
主轴旋转时,如果5C筒夹拉杆没有5C筒夹及工件将会损害5C筒夹拉杆使用寿命,所以当使用3爪/4爪夹头,3爪/4爪夹头背板及其它夹头时,需将5C筒夹拉杆拆下,而拆除5C筒夹拉杆步骤如下:
- 先将5C筒夹拉杆固定插梢(图11-L)取出。
- 再将5C筒夹接杆向後拉出,取出5C筒夹拉杆後请勿将筒夹松紧固定器(图13-N)取出或者松开5C筒夹固定螺帽(图12-S),由於本厂出机前都已做好调整,如果松开5C筒夹固定螺帽将会倒至5C筒夹运转时发出异音或震动.



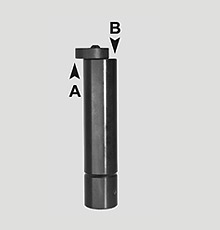
J.) 5C统夹拉杆装上方式
在装上5C筒夹拉杆前,请先将主轴头内孔及5C筒夹拉杆清理乾净,由於筒夹拉杆固定器(图14-N)有固定插梢所以装上5C筒夹拉杆前请先确定筒夹拉杆固定器(图14-T)是否在固定位置,装上5C筒夹拉杆後再将筒夹拉杆固定梢(图15-L)插上。


K.) 5C统夹拉杆使用方式
- 首先在使用任何5C筒夹或阶梯式筒夹前请先将主轴内部及夹持工件清理乾净。
- 将主轴固定插梢(图16-E)插入,由於主轴普立盘有6个固定方位,所以请用手缓慢转动再将主轴固定插梢插入,以确定有正确固定住。
- 将筒夹松紧固定器之固定梢(图17-P)向後按至(图17-F)处。
- 将5C筒夹或阶梯式筒夹装入前方主轴孔内,由於5C筒夹或阶梯式筒夹都有洗一个沟槽,而主轴孔内有一个固定梢,所以插入前确定是否有对准位置,装入後将5C筒夹松紧器(图17-G)向正转方向旋转便会慢慢将5C筒夹或阶梯式筒夹锁入。
- 将工件放入筒夹内。
- 将5C筒夹松紧手把(图17-L)向左推後将5C筒夹松紧器(图17-G)往正转方向旋紧。
- 将5C筒夹松紧手把向右推,然後再将5C筒夹松紧器往正转方向旋紧几格,再将松紧手把向左推去确定工件是否夹紧,确定夹紧後再将筒夹松紧固定梢(图17-P)向下按入确定与筒夹拉杆固定器(图18-N)固定住。



L.) 十字滑座
本机台有附十字滑座,可提供客户手动切削端面,平面和孔内.十字滑座内部是由螺杆以及轴承组合而成,可以轻松的移动2轴.而两轴上的刻度环可以随着螺杆移动时跟着移动或者可以将刻度环归零方便使用.


N.) 切削水开关
切削水开关(图21-G)在电器箱侧边,当切削水开关切至ON位置时切削水将会一直喷水,而切至AUTO时切削水将会跟随主轴起动或停止,主轴转时喷水,主轴停止时切削水也会关,而OFF时任何状况都将不会喷水。


| ITEM | Part no. |
|---|---|
| 1-2 | T-CT-02 |
| 1-2 | T-CT-03 |
| 1-2 | T-CT-04 |
| 1-2 | T-CT-05 |
| 1-2 | T-CT-06 |
| 1-2 | T-202-2B |
| 1-2 | T-202-3B |
| 1-2 | T-202-4B |
| 1-2 | T-202-5B |
| 1-2 | T-202-6B |
| 1-3 | T-DCT-02 |
| 1-3 | T-DCT-03 |
| 1-3 | T-DCT-04 |
| 1-3 | T-DCT-05 |
| 1-3 | T-DCT-06 |
| 1-3 | T-203-2B |
| 1-3 | T-203-3B |
| 1-3 | T-203-4B |
| 1-3 | T-203-5B |
| 1-3 | T-203-6B |
| 2-1 | T-SS-1 |
| 2-1 | T-ES-1 |
| 2-1 | T-LS-1 |
| 2-2 | T-UCS-25 |
| ITEM | Part no. |
|---|---|
| 3-1 | T-CT-01 |
| 3-2 | T-304A |
| 3-2 | T-304B |
| 3-3 | T-FP-3B |
| 3-3 | T-FP-5B |
| 3-3 | T-FP-8B |
| 3-4 | T-FP-07B |
| 4-1 | T-317 |
| 4-1-1 | CHUCK |
| 4-1-1 | CHUCK |
| 4-1-1 | CHUCK |
| 4-1-1 | CHUCK |
| 4-2 | T-AP-07 |
| 4-3 | LT-01-109 |
| 4-4 | LT-01-108C |
| 5-1 | LT-01-110T |
| 5-2 | T-315 |
| 5-2-1 | KM-6 |
| 5-3 | S-5C |
| 5-7 | T-3SJ |
| 7-5 | TDC-6.5 |
| 7-5 | TDC-10EL |
| 7-5 | TDC-13EL |
| 7-5 | TDC-16H |
| ITEM | Part no. |
|---|---|
| 12-3 | T-KH-48 |
| 14-1 | 540-110 |
| 14-2 | 540-111 |
| 14-3 | 540-130 |
| 14-4 | C20-ER20 |
| 15-1 | T-301 |
| 16-5 | L-40T |
| 17-2 | T-RT-208 |
| 18-3 | T-AIT-06 |
| 20-2 | CHR-68-12 |
| 20-3 | CTS-27-07 |
| 21-1 | CTS-27-08 |
| 21-2 | CTS-27-10 |
| 21-3 | CTS-27-11 |
| 21-4 | CTS-27-09 |
| 22-1 | T-CS-10 |
| 22-2 | T-MC-2 |
| 22-3 | T-LC-2 |
| 22-4 | T-DC13-MT2 |
| 22-4 | T-DC16-MT2 |
| 22-4 | T-DC19-MT2 |
| 22-5 | HQ32122-5 |
| 1-27MM | |























































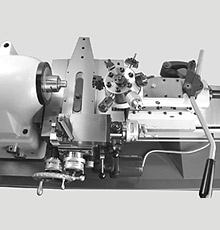











以下主轴工具,刀座或其他选配零件将可装载在韵光高速高精度桌上型车床
X-Z轴 十字滑座 为 CTL-27EVS 机型基本配备
本厂二次加工机装有十字滑座可使的外径。 面,孔内加工更容易完成。 硬化处理过的大尺寸螺杆加上滚珠轴承以及50.8mm(2")刻度指示环,使的十字滑座更方便容易使用。
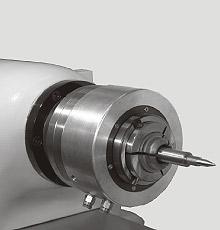
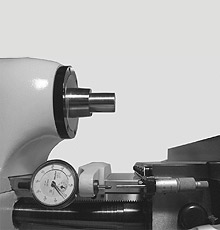
CTL-27EVS 手动尾座(基本配备)
手动尾座可在机台床身上直接手动移动,使得尾座与机头有着大尺寸的距离。