
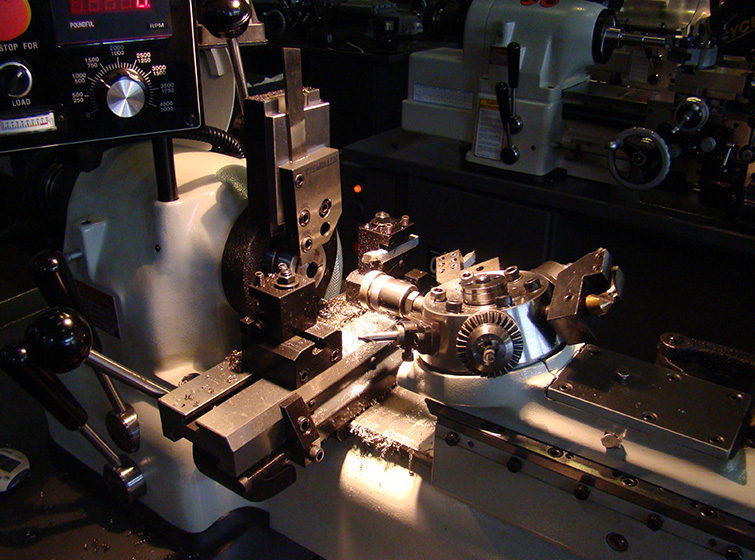
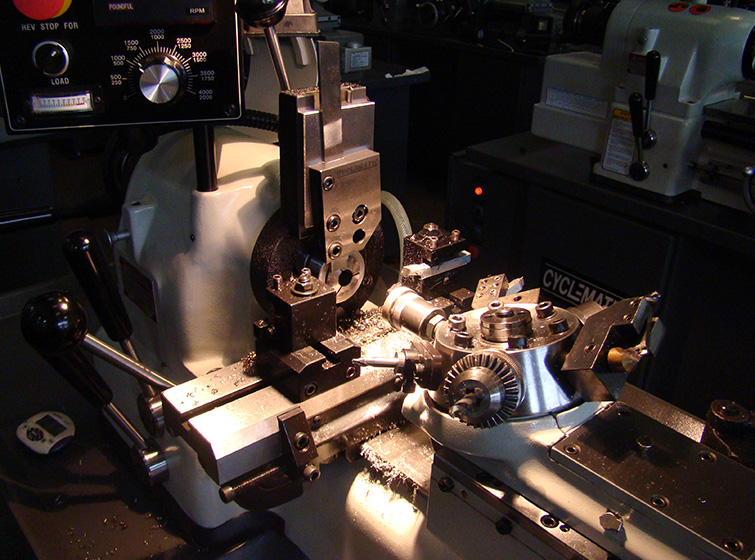
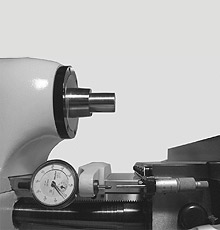
High Accuracy Second Operation Lathe
- Fully enclosed preloaded angular contact ball bearing headstock with splash shield(option) for spindle
- Fast lever collet chucking with a single movement.
- Specially designed bed way is made of hardened and ground alloy tool steel that resist wear. The angular guide ways allow chips to fall in the oil pan.
- The spindle is mounted in high precision preloaded angular contact ball bearings eliminating radial and end play.
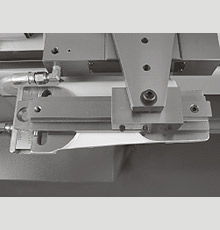
- The double tool cross slide is held securely to the bed by a mating dovetail section and may be locked in any position on the bed.
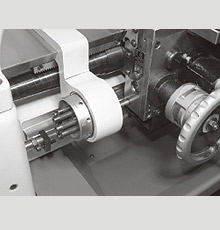
- The preloaded ball bearing turret head eliminates all play between the turret head and the turret slide.
- The sliding ball bearing collet tray inside the bottom right cabinet provides space for one set of collets and is within easy reach of operator.
- High / Low speed quick change lever for convenience.
Six-Station Turret
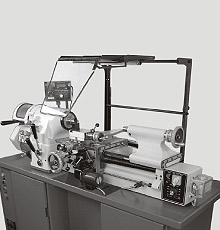
Special Request For Customer

"Old School" Design for 2008
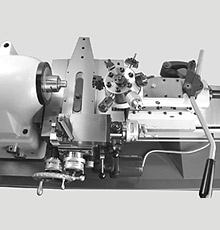
This is an automated lathe made on special request for a customer by combining CTS-27EVS with hydraulic actuators
CTS-27EVS 2nd operation lathe has double tool cross slide and 6-station turret for high production use. The hydraulics are used to actuate the turret indexing motion, tool feed as well as cross slide motions. The sequence of motions performed is regulated by a cam/micoprocessor. Easy to set up. Easy to maintain
SPINDLE TOOLING, TOOLING HOLDER AND OPTIONAL EQUIPMENT FOR CYCLEMATIC HIGH SPEED, HIGH ACCURACY TOOLROOM LATHES






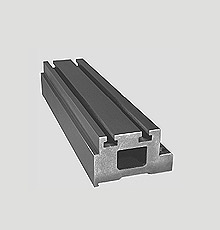
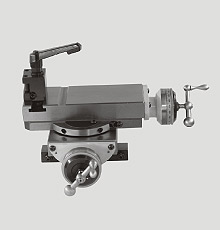
Slide for Double Tool Cross Slide

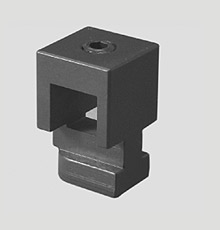
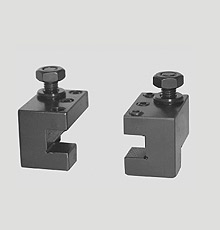
Adjustable Tool Holder

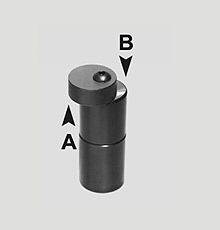
Recessing Tool




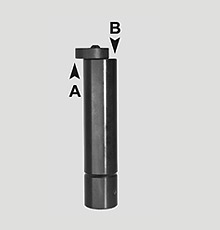
Facing Tool





| MODEL | CTS-27EVS | |
|---|---|---|
| Spindle Capacity | With Chuck | 150 mm (6") |
| With Expanding Collets | 76 mm (3") | |
| With Round 5C Collets | 27 mm (1-1/16") | |
| With Hexagon 5C Collets | 22 mm (7/8") | |
| With Square 5C Collets | 19 mm (3/4") | |
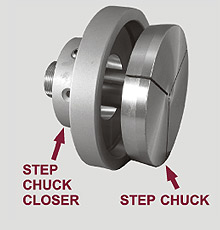
| With Step Chucks | 27 ~ 152mm (1-1/16-6") | |
| Spindle Nose Diameter | Ø55.5 mm (Ø2.189") | |
| Spindle Nose I.D/O.D | 5C (10°) / 4° Taper | |
| Spindle Speeds (Variable) | 50-4000 R.P.M. | |
| Inverter Spindle Motor | 3 HP | |
| Hole Through Spindle | 31.75mm (1-1/4") | |
| Bar Stock Diameter (5C collet) | Ø27 mm (Ø1-1/16") | |
| Swing Over Bed | 229 mm (9") | |
| Coolant Pump | 1/8HP, 220V, 3PH | |
| Main motor | 3 HP, 220V, 3PH | |
| Net/Gross weight | 1,122/1,342 lb. (510/610 kg.) | |
| Machine packing dimension | 1,910 x 850 x 1,860 mm (75" x 33" x 73") | |
| All dimensions, specifications and machine appearance are subject to change without prior notice. | ||
CONTENTS:
PURPOSE OF THIS MANUAL
This manual is an introduction to the CYCLEMATIC model CTS-27EVS SECOND OPERATION MACHINE . If you thoroughly read, will get valuable information in the installation, operation and servicing of the CTS-27EVS CYCLEMATIC MACHINES.
The manual can be used for reference, because it is necessary to make minor adjustment for maintenance personnel and operators that have dealings with the model CTS-27EVS machine.
The model CTS-27EVS machines is built of extreme ease and safety of operation, the finest manufacturing and used high quality materials with the proper care and use, you are ensured trouble-free, accurate and economical operations for the life of the machines.
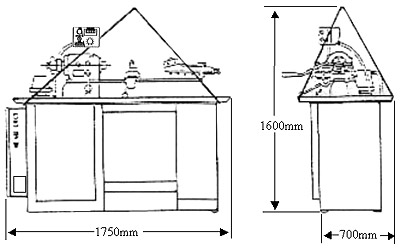
Figure 1-Lifting Machine
When lifting the rope or cable should be arranged as shown figure 1. and checking to see whether the correct balance is obtained. Then insert pads of soft cloth between rope and machine edges.
The net weight of this machine approximate 450 kgs (990lbs). So, the rope or cable to be used for the work should be strong enough to withstand a weight of 1000 kgs (2200lbs).
A.) INSPECTION AND CLEANING OF MACHINE
An inspection to find some damaged portion which might have been caused by shock during the transportion, all surfaces of exposed machined are coated with a antirust liquid. Before moving turret and cross-slide, leadscrew, rack...etc, these surface should be thoroughly cleaned down the antirust liquid by soft brush and solvent. This is very important since it prevents any dirt and grit which may have accumulated on the antirust liquid from working under the sliding members and causing undue wear.
CAUTION : DO NOT USE COMPRESSED AIR TO CLEAN, WHICH WILL REDUCE THE MACHINE'S LIFE.B.) FOUNDATION, INSTALLTION, AND LEVELING
It is very important to obtain machine's accuracy that foundation and installation of machine are need. For the reason, a perfect foundation with proper thickness and pressure-enduring space must be provided. (In general case, a thickness of 30mm (12") is considered to be enough). The machine has six adjustable feet at the corner of the pedestal for leveling machine, it is necessary to use shims under pedestal feet. When adjust foot loosen set screw, then raiser or lower foot with a pin wrench so that all six feet rest on the floor. Tighten set screw to setting.
C.) WIRING
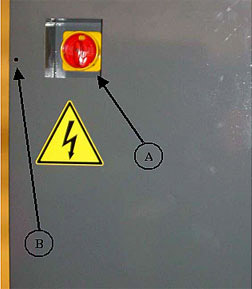
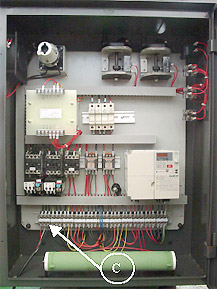
Turn cam switch A (Figure 2) to "OFF" position, and loosen screw "B" (Figure 2), open the switch case cover connect your supply power source lines and ground connection to "C" (Figure 3). Secure switch case cover, turn cam switch "A" (Figure 2) to "ON" position.
The tailstock is mounted on preloaded ball bearings and can support any load to the spindle. It is provided with a fine "feed" for accurate work. The spindle of the tailstock is graduated in eighths of an inch, and 1 mm and has a travel of 95mm (3-3/4") The hand wheel is dual dial Inch and Metric. Graduations are 0.02mm (0.001"). It is built for the operator's convenience of operation just turn the dial ring "D" (Figure 35) to the required location. It is unnecessary to tighten the dial rings. They are spring loaded, so a lock screw is not needed. Sliding cover cage exposes only the dial in use.
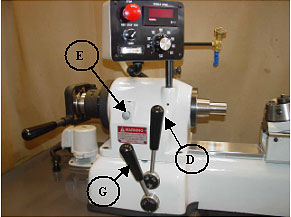
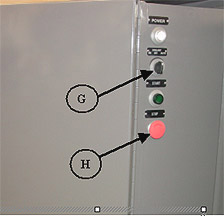
Place lever "D" (Figure 4), on lower position, pull out lock pin "E" (Figure 4) and push "START" button "C" (Figure 5), place lever "G" (Figure 4) on forward position. Spindle should rotate counterclockwise when viewed from turret end. If the spindle does not turn in the correct direction, push "STOP" BUTTON "H" (Figure 5) to stop machine, then, turn off the main power and interchange any two lead lines. This is to prevent changed speed motor from run in reverse at beginning.
CAUTION : DO NOT OPERATE SPEED CHANGE MECHANISM UNTIL SPINDLE ROTATION HAS BEEN CHECKED.The tailstock is mounted on preloaded ball bearings and can support any load to the spindle. It is provided with a fine "feed" for accurate work. The spindle of the tailstock is graduated in eighths of an inch, and 1 mm and has a travel of 95mm (3-3/4") The hand wheel is dual dial Inch and Metric. Graduations are 0.02mm (0.001"). It is built for the operator's convenience of operation just turn the dial ring "D" (Figure 35) to the required location. It is unnecessary to tighten the dial rings. They are spring loaded, so a lock screw is not needed. Sliding cover cage exposes only the dial in use.
D.) LUBRICATION
Special care on lubrication should be taken to maintain the life and performance of the machine for a long period. For the reason, must used a high quality or equal oil, and checked periodically to assure there are filled to the proper lever on the oil gage, the method as below :
E.) TURRET LUBEICATION
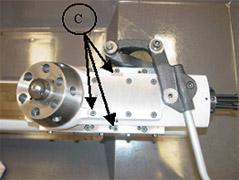
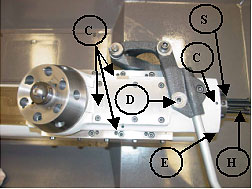
Must lubricate turret daily, use Mobil Velocite Oil No.6 or equal oil. To lubricate at oil cap "C" (Figure 6) into the turret head, turret slide ways, index pin and roller bearings.
Turret Lubrication and Adjustment
F.) SPINDLE CONTROL LEVERS
To change spindle speed, first, start spindle and release "H" (Figure 7), then turn the cam switch lever "S" (Figure 7) to the "FORWARDD" or "REVERSE" position, and push lever "D" (Figure 8) to the "LOW" or "HIGH" position then push lever "G" (Figure 8) to the start position, turn "F" (Figure 7) to increase speed.
※ CAUTION:FOR PROPER LUBRICATION OF DRIVE RUN THROUGH COMPLETE SPEED RANGE DAILY.


G.) TOUCH SCREEN GEAR BOX AND HOW TO DOING THE THREADING
The headstock spindle is mounted on precision preloaded ball bearings, the bearing are grease-packed for life and require no further lubrication.
H.) SPINDLE BRAKE
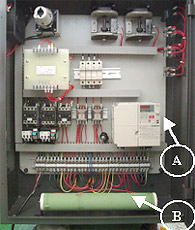
Inverter unit "A" is used to perform dynamic braking. In addition, discharge resistor "B" shortens braking time (Figure 9).
I.) BELT ADJUSTMENT
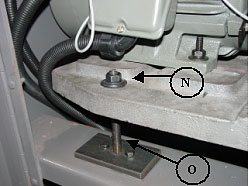
For allow belts to equalize their tension, must check belt tension. To tighten belts, first, loosen nut "N" (Figure 10) then turn screw "O" (Figure 10) to lower motor plate and to tighten belts equalize their tension.
J.) COLLET CLOSER REMOVAL
The collet closer in place without using collet when running the machine, that may damage the collet closer. So must remove the collet closer when using jaw chucks, face plates, fixture plates or other nose type fixtures.
When cleaning the machine need to remove the collet closer for prevent leading of chips between collet tube, and inside of spindle at rear end and collet threads. The methods of removal is described below :
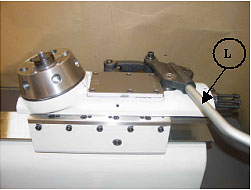
- First, pulling up and out link pin "L" (Figure 11) which is easy to pull out and up with fingers.
- Remove the collet closer as shown figure 13. Pull straight out end of spindle. Do not turn adjusting nut "N" (Figure 13), it is keyway to spindle. And do not remove collet closer by removing screw "S" (Figure 12) because these screws are adjusted at the manufacturer for proper operation of collet closer.



K.) COLLET CLOSER REPLACEMENT
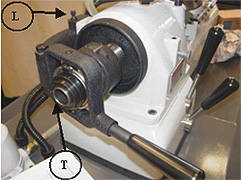
Replace the collet closer first, must clean inside of the headstock spindle and outside diameter at rear of spindle where located adjusting nut "N" (Figure 14), apply a film of light oil on there. Do not force adjusting nut "N" (Figure 14) on spindle. If adjustment nut "N" (Figure 14) goes on tight, remove and check for burrs or scratches, then clean collet closer tube inside and outside apply a film of light oil on slip surface "T" (see figure 15) of the collet closer tube, replace collet closer and insert link pin "L" (figure 15).

L.) TO ADJUST COLLET CLOSER
- Before using the collet or step chuck and closer to the spindle, collet or step chuck and spindle should be clean.
- Push in lock pin "E" (Figure 16). To engage lock pin, turn spindle by hand till lock pin enter notch to lock.
- Closer adjusting finger "F" (Figure 17) by pressing down at point "P" (Figure 17).
- Place collet closer tube on collet or step chuck until engaged. To turn the collet closer tube and turn the shell guard "G" (Figure 17) forward with operator's left hand while holding the collect or step chuck on place with operator's right hand.
- Place a work piece in collet or step chuck.
- Place lever "L" (Figure 17) to the extreme left or closed position. Turn shell guard "G" toward operator until the collet touch the piece.
- Place lever "L" (Figure 17) to the right (released) position. And turn shell guard "G" (Figure 17) toward operator, move the adjusting finger "F" (Figure 17) advances two notches on the adjusting nut "N" (Figure 18) and close adjusting finger "F" (Figure 17).
- Test collet closer for tension on work piece. If the gripping pressure required additional, open adjusting finger "F" (Figure 17) and turn shell guard "G" (Figure 17) toward operator. The gripping pressure require less, turn shell guard "G" (Figure 17) away operator. (see figure 17).



M.) SIX-STATION TURRET
The six-station turret mounted on preloads ball bearing, can eliminates all play between the turret head and turret slide. The turret suit any operations such as, drilling, reaming, counterboring, threading, turning, boring...etc. The turret head is automatically unlocked and indexed to the next station, and locked by operation of feed lever "L" (Figure 19), the turret head has six 5/8" diameter standard tooling shanks.
Turret slide travel is adjusted by stop screw "H" (Figure 20) one for each turret station. To limit travel for each turret station, loosen set screw "S" (Figure 20) and turn stop screw "H" (Figure 20) to required stop location.
The tailstock is mounted on preloaded ball bearings and can support any load to the spindle. It is provided with a fine "feed" for accurate work. The spindle of the tailstock is graduated in eighths of an inch, and 1 mm and has a travel of 95mm (3-3/4") The hand wheel is dual dial Inch and Metric. Graduations are 0.02mm (0.001"). It is built for the operator's convenience of operation just turn the dial ring "D" (Figure 35) to the required location. It is unnecessary to tighten the dial rings. They are spring loaded, so a lock screw is not needed. Sliding cover cage exposes only the dial in use.
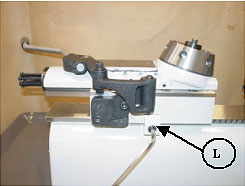
The turret can be located at any location on the bed. First, loosen clamp screw "L" (Figure 21), then move turret assembly to required location, the bed has locate notches, so the turret assembly must clamp into notch to prevent turret end movement.
The turret feed lever "L" (Figure 19) can adjusted for height and length to suit operator's "FEEL". Loosen clamp screw "D" (Figure 20), to move lever "L" (Figure 19) in the central neutral The turret head can than be hand swiveled past stations which are not tooled. To hold turret on one station, for repeat single operation work remove set screw "E" (Figure 20) and spring. Replace set screw, store for replacement when indexing is again required.
N.) DOUBLE TOOL CROSS SLIDE
The double tool cross slide can be locked at any location on the bed. To relocate cross slide, first loosen clamp screw "S" (Figure 22), then move cross slide to required location on bed and relock clamp screw "S" (Figure 22).
Loosen eccentric lock axles "E" (Figure 23), to change location of tool posts on cross slide. Move tool post along T-slot and tighten eccentric lock axles "E" (Figure 23), to relocate tool block in T-slot of tool post base loosen nut "N" (Figure 23).
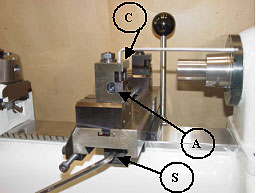
Tool holder blocks take standard 3/8" scuare tool bits, to adjust tool bits to spindle centerline, loosen clamp screw "C" (Figure 22) and turn adjusting screw "A" (Figure 22) to raise or lower cutting tool.
The lever feed handle "L" (Figure 23) can be adjusted to a more convenient operating position, loosen nut "M" (Figure 23) and tap shaft at same end with plastic hammer to loosen taper lock, hole handle required position and tighten nut "M".
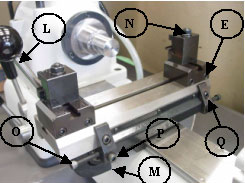
The cross slide travel is limited by adjustable stop screws "O" (Figure 23). To limit travel, loosen lock screw "P" (Figure 23) and turn screw "O" (Figure 23) to required stop location.
Remove screw "E" (Figure 23) AND "Q" (Figure 23) move top slide toward operator with lever feed handle to full gear travel. Loosen nut "M" (Figure 23) and tap shaft at same end with plastic hammer to loosen taper lock of handle, Pull top slide off bottom slide, then clean top and bottom slide. Grease gear and lubricate mating dovetail slides with Vactra Oil No.2. To grease lever feed shaft needle bearings, remove nut and washer "M" (Figure 23), and tap shaft at same end with plastic hammer to loosen taper lock. Remove shaft and bearing liner to grease bearings.
CAUTION :THE DOUBLE TOOL CROSS SLIDE SHOULD BE CLEANED AND LUBRICATED EVERY THREE MONTHS.
O.) COOLANT FACILITIES
The machine is provided with coolant facilities required for high speed work. (Figure 25) The coolant pump is controlled by switch "G" (Figure 24) turn to "ON" position, pump will run continuously. Turn to "AUTO" position, pump will run only when machine is running. If pump switch is set at "OFF" position, THE COOLANT PUMP IS OFF.
Use screen cover to prevent fine chips or powder from falling into sump when cutting on cast iron or other powdery material without coolant.
Test collet closer's tension on work piece. If the work piece needs additional gripping pressure, press down on the adjusting finger "P" (Figure 26) and turn Shell Guard "G" (Figure 26) forward and lock.


| ITEM | Part no. |
|---|---|
| 1-2 | T-CT-02 |
| 1-2 | T-CT-03 |
| 1-2 | T-CT-04 |
| 1-2 | T-CT-05 |
| 1-2 | T-CT-06 |
| 1-2 | T-202-2B |
| 1-2 | T-202-3B |
| 1-2 | T-202-4B |
| 1-2 | T-202-5B |
| 1-2 | T-202-6B |
| 1-3 | T-DCT-02 |
| 1-3 | T-DCT-03 |
| 1-3 | T-DCT-04 |
| 1-3 | T-DCT-05 |
| 1-3 | T-DCT-06 |
| 1-3 | T-203-2B |
| 1-3 | T-203-3B |
| 1-3 | T-203-4B |
| 1-3 | T-203-5B |
| 1-3 | T-203-6B |
| 2-1 | T-SS-1 |
| 2-1 | T-ES-1 |
| 2-1 | T-LS-1 |
| 2-2 | T-UCS-25 |
| 3-1 | T-CT-01 |
| 3-2 | T-304A |
| 3-2 | T-304B |
| ITEM | Part no. |
|---|---|
| 3-3 | T-FP-3B |
| 3-3 | T-FP-5B |
| 3-3 | T-FP-8B |
| 3-4 | T-FP-07B |
| 4-1 | T-317 |
| 4-1-1 | CHUCK |
| 4-1-1 | CHUCK |
| 4-1-1 | CHUCK |
| 4-1-1 | CHUCK |
| 4-2 | T-AP-07 |
| 5-2 | T-315 |
| 5-2-1 | KM-6 |
| 5-3 | S-5C |
| 5-7 | T-3SJ |
| 7-5 | TDC-6.5 |
| 7-5 | TDC-10EL |
| 7-5 | TDC-13EL |
| 7-5 | TDC-16H |
| 8-1 | TH-42 |
| 8-1 | TH-43 |
| 8-2 | TH-44 |
| 8-2 | TH-45 |
| 8-3 | T-QC-12 |
| 8-4 | TH-48 |
| 8-4 | TH-49 |
| 8-4 | TH-50 |
| 8-4 | TH-51 |
| ITEM | Part no. |
|---|---|
| 9-1 | T-AH-10 |
| 9-2 | T-RT-16C |
| 9-3 | T-RT-16 |
| 9-4 | T-KT-16 |
| 10-2 | T-FMH-06 |
| 10-2 | T-RMH-06 |
| 11-1 | T-CFT-16 |
| 11-2 | T-RT-08 |
| 11-3 | T-RRD-05 |
| 12-3 | T-KH-48 |
| 13-1 | T-HE-16 |
| 13-2 | T-RS-201 |
| 13-3 | T-ST-10 |
| 15-1 | TR-301 |
| 16-5 | L-40T |
| 17-2 | T-RT-208 |
| 20-2 | CHR-68-12 |
| 20-3 | CTS-27-07 |
| 21-1 | CTS-27-08 |
| 21-2 | CTS-27-10 |
| 21-3 | CTS-27-11 |
| 21-4 | CTS-27-09 |
| 22-1 | T-CS-10 |
| 22-5 | HQ32122-5 |
| 1-27MM | |





























































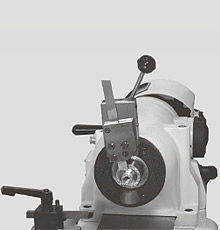





Six-Station Turret
Special Request For Customer
"Old School" Design for 2008
This is an automated lathe made on special request for a customer by combining CTS-27EVS with hydraulic actuators
CTS-27EVS 2nd operation lathe has double tool cross slide and 6-station turret for high production use. The hydraulics are used to actuate the turret indexing motion, tool feed as well as cross slide motions. The sequence of motions performed is regulated by a cam/micoprocessor. Easy to set up. Easy to maintain
SPINDLE TOOLING, TOOLING HOLDER AND OPTIONAL EQUIPMENT FOR CYCLEMATIC HIGH SPEED, HIGH ACCURACY TOOLROOM LATHES
Slide for Double Tool Cross Slide
Adjustable Tool Holder
Recessing Tool
Facing Tool